 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Sử dụng phương pháp Work Offset (bù chi tiết) để định vị dụng cụ cắt dựa trên zero máy nhanh và hiệu quả hơn nhiều so với các phương pháp cũ sử dụng các hàm bù vị trí G45 và G46 (Chương 16). Bù chi tiết còn được gọi là …
Xem thêmBù chi tiết

Sử dụng phương pháp Work Offset (bù chi tiết) để định vị dụng cụ cắt dựa trên zero máy nhanh và hiệu quả hơn nhiều so với các phương pháp cũ sử dụng các hàm bù vị trí G45 và G46 (Chương 16). Bù chi tiết còn được gọi là …
Xem thêm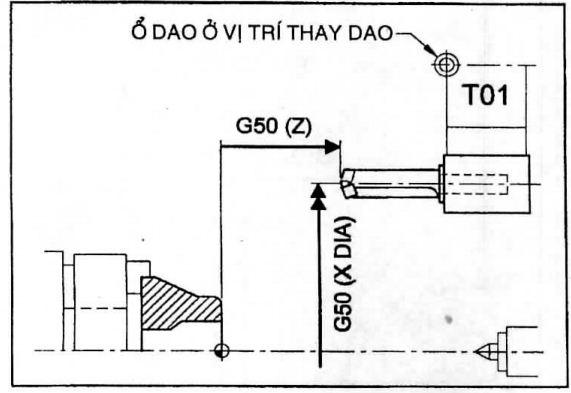
Quyết định lập trình quan trọng nhất khi tiện là sự gá lắp. Ớ đây có nhiều lựa chọn với các ưu điểm và nhược điểm riêng. Có lẽ phương pháp thực tiễn nhất đối với gá lắp tiện là sử dụng vị trí thay dao cho mọi dao cắt …
Xem thêm
Trên máy tiện CNC, sự chọn zero chương trình khá đơn giản, do chỉ cần xét hai trục là trục đứng X và trục ngang Y. Do thiết kế của máy tiện, zero chương trình theo trục X luôn luôn là đường tâm trục chính. Để chọn zero máy đôì …
Xem thêmĐôi khi cần phải dùng dao có đường kính hơi lớn hơn so với đặc tính kỹ thuật của máy cho phép. Trong trường hợp đó, dao quá khổ phải trở về đúng ổ dao cũ trong hộp chứa dao và hai ổ dao kế cận phải rỗng. Bạn không …
Xem thêmĐịnh dạng lập trình đốì với hàm T được đùng trên các hệ thông phay phụ thuộc vào số lượng tối đa các dụng cụ cắt khả dụng đối với máy CNC. Hầu hết các trung tâm gia công đều có số dao dưới 100, dù các máy rất lớn …
Xem thêmĐể chọn lượng ăn dao tối ưu, phù hợp nhất cho chế độ cắt cụ thể, cần sứ dụng kiến thức về công nghệ gia cộng. Đây là phần quan trọng khi lập trình và cần được thực hiện cẩn thận. Lựa chọn lượng ăn dao tùy thuộc vào nhiều …
Xem thêmCác ví dụ dưới đây sẽ minh họa một số phương pháp để khởi động tốc độ và chiều quay trục chính trong chương trình. Những ví dụ này đều giả thiết không có sự xác lập tốc độ trục chính s, thông qua chương trình trước đó hoặc thông …
Xem thêmMọi kích thước dọc theo trục X trên máy tiện CNC đều có thể được lập trình theo giá trị đường kính. Phương pháp này đơn giản hóa sự lập trình tiện và giúp cho chương trình dễ đọc hơn. Nói chung, mặc định của hầu hết các bộ điều …
Xem thêmMỗi dòng trong chương trình CNC được gọi là block. Block được định nghĩa là nhóm lệnh đơn được hệ thống CNC xử lý. Block chuỗi thứ tự, block chương trình, hoặc đơn giản là block, thường là một dòng viết tay trong bản thảo chương trình, hoặc gõ trên …
Xem thêm