 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Tổng quan
Thiết lập cho gia công liên quan đến việc cấu hình hoạt động gia công. Bạn tạo ra các hoạt động gia công bằng cách cấu hình một số yếu tố như các loại dao gia công (workcell), gia công vị trí số không, và mặt phẳng. Bạn cũng có thể cấu hình các thành phần tùy chọn như chi tiết cố định. Khi bạn đã cấu hình một hoạt động, bạn có thể tạo Nguyên công mà tham chiếu dao gia công cụ thể (workcell), và vị trí số không.
Trong bài này, bạn cấu hình các thành phần trong các hoạt động gia công. Điều này liên quan đến việc cấu hình workcells, chi tiết cố định, vị trí zero, và gia công rút dao. Điều quan trọng là phải hiểu được lý do tại sao mỗi thành phần trong một hoạt động được yêu cầu, và cách mỗi phần tử được cấu hình.
Cấu hình hoạt động tiện
Hoạt động gia công Cấu tạo thành một phần của các thiết lập cho các thủ tục gia công. Một hoạt động và một máy công cụ phải được cấu hình trước khi Nguyên công có thể được tạo ra.
Manufacturing operations contain:
- Fixtures (al)
- Hệ tọa độ gia công
- Retract Plane
- Start/End Points (al)
- NC Sequences
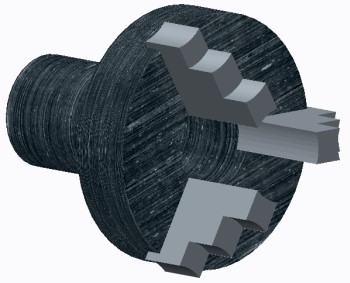
Hình 1 – Simple Fixture Assembly (Lathe Chuck)
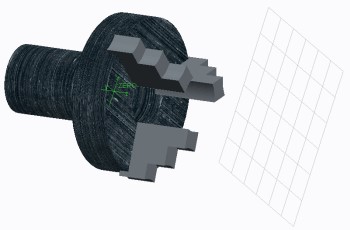
Hình 2 – Machine Coordinate System and Retract Plane
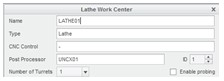
Hình 3 – Machine Tool Configuration
Hoạt động gia công
- Hoạt động Gia công chứa các yếu tố được cấu hình như hệ tọa độ và chi tiết cố định zero.
- Các hoạt động gia công cũng chứa Nguyên công mà tham chiếu dao gia công cấu hình (workcell), và máy được chỉ định hệ tọa độ.
- Một hoạt động bao gồm một số yếu tố cấu hình như:
– Hệ tọa độ gia công (được xác định bởi vị trí zero). Điều này cũng quy định cụ thể theo hướng trục X và Z trên dao gia công.
– Một mặt phẳng lùi dao (hoặc bề mặt) mà dao được rút giữa Nguyên công.
– thiết lập cố định tùy chọn.
- Khi các mục đã được quy định, bạn có thể tạo Nguyên công cho các thành phần gia công được lắp ráp thành các mô hình gia công. Những Nguyên công tham chiếu các dao gia công và vị trí số không. Bạn không thể tạo Nguyên công cho đến khi bạn cấu hình các hoạt động gia công và cấu hình một dao gia công.
Fixture Configuration
Chi tiết cố định thường được cấu hình ở giai đoạn này của việc thiết lập các hoạt động. Tuy nhiên, chúng là những yếu tố bắt buộc của một hoạt động và không được yêu cầu để hoàn thành Nguyên công. Chi tiết cố định là chi tiết hoặc cụm được lắp ráp thành các mô hình gia công, và họ có thể dễ dàng kích hoạt và bỏ theo yêu cầu. chi tiết cố định có thể được sử dụng như tham chiếu, ví dụ:
- Để xác định vị trí của hệ tọa độ.
- Để xác định vị trí của mô hình tham chiếu trong các mô hình gia công.
- Để xác định vị trí của các mô hình phôi trong các mô hình gia công.
Hệ tọa độ gia công và mặt phẳng lùi dao
Các hệ tọa độ, thường được gọi là vị trí zero, hoạt động như các vị trí gốc cho đầu ra dữ liệu CL.
- hệ tọa độ được định hướng của trục X và Z trên các dao gia công.
- Bạn có thể cấu hình hệ tọa độ bằng cách chọn hoặc tạo ra một hệ tọa độ trong các mô hình gia công.
– Khi cấu hình hệ tọa độ, bạn có thể tham chiếu các tính năng dữ kiện hiện có trong các mô hình gia công, bạn có thể tham chiếu hình học cố định, hoặc bạn có thể sử dụng mô hình tham chiếu hoặc hình học phôi.
Mặt phẳng lùi dao (hoặc bề mặt) quy định rõ mức độ mà dao này để thu lại giữa chuyển động cắt.
- Bạn có thể chỉ định mặt phẳng ở cấp độ hoạt động, và sau đó thay đổi vị trí của nó đối với các bước cụ thể như NC được yêu cầu.
- Theo mặc định, mặt phẳng lùi dao được cấu hình dọc theo trục Z của hệ tọa độ. Bạn có thể chọn một tham chiếu thay thế nếu cần thiết.
Start/End Points
Mặc dù không bắt buộc, nên tạo ra điểm đầu và cuối (thường là cùng một thời điểm) cho các chuyển động chạy dao.
- Điểm phải nằm trong mặt phẳng XZ (trong tham chiếu cho Machine
Coordinate System).
- Điểm nên nằm ngoài workpiece envelope.
Machine Tool Configuration
Khi cấu hình dao gia công (workcell), cấu hình tối thiểu liên quan đến việc nêu rõ:
- Tên gia công
– Ví dụ: Fadal/Fanuc/Makino
- Loại gia công
– Turning/Mill-Turn
- Số Đầu daos
– Có thể là 1 hoặc 2
– Phụ thuộc vào loại gia công





