Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Ước muốn có thể chuyển các công việc nặng nhọc và khó khăn sang máy móc và tự động hóa đã có từ rất lâu. Ngược dòng thời gian, những hệ điều khiển bằng cơ học đã xuất hiện từ thể kỷ 18 (thí dụ như khung cửi dệt cơ khí). Vào năm 1770 p. Jaquet-Droz đã chế tạo búp bê viết chữ trên giấy bằng ngòi bút (Hình 1). Đây là những hệ điều khiển thuần cơ khí bằng các đĩa điều khiển được thay thế, thậm chí chúng có thể viết những hàng chữ khác nhau.
Ngay từ giữa thế kỷ 20, người ta đã tìm kiếm máy công cụ được điều khiển bằng số. Tất cả các thông tin dữ liệu về gia công xuất hiện dưới dạng những trị số; thi dụ vận tốc dẫn tiến, vận tốc cắt, kích thước hình học cùa chi tiết. Ngay cả việc mô tả quỹ đạo bằng toán học theo lý thuyết cũng thường có khả năng thực hiện được (thí dụ như quỹ đạo phức tạp cùa máy bay), tuy nhiên vào lúc đó việc chế tạo với sự trợ giúp của dưỡng chép hình lại quá thiếu chính xác.

Sau thế chiến thứ hai, những máy công cụ NC đầu tiên được chế tạo tại Mỹ (NC: Numerical Control = Điều khiển kỹ thuật số). Những máy công cụ này sản xuất bằng cách nhận thông số về vị trí (thông số định vị) qua băng đục lỗ. Chúng đã có khả năng tính toán được những trị số chuyển tiếp cho các vị trí này và với động cơ servo điều khiền cũng như điều chỉnh chuyển động của các trục sao cho có thể gia công được cả những biên dạng phức tạp. Thời đó không có bộ nhớ cho chương trinh; môi trường lưu trữ thông tin lúc áy là thẻ đục lỗ và hệ điều khiển không phải là thành phần của máy (Hình 2).
Với sự trợ giúp của bộ vi xừ lý, máy NC đã phát triển thành hệ thống điều khiển CNC với lĩnh vực hoạt động rộng lớn (Computer Numerical Control = điều khiển bằng kỹ thuật số với trợ giúp của máy tính, Hình 2 và 3). Ngày nay không còn máy NC dạng cổ điển nữa, maskulinum vì thề người ta có thể xem khái niệm NC và CNC đồng nghĩa với nhau.

1. Động cơ trục chính chạy bằng điện 3 pha (động cơ AC, không đồng bộ xoay chiều)
2. Hộp SỐ 3 cấp
3. Đầu phay đứng
4. Bảo vệ va đập theo chiều đứng
5. Kẹp dụng cụ bằng thủy lực
6. Tinh chình trục tâm (Lúnette)
7. Cần dẫn tiến (cần khoan)
8. Truyền động bằng trục ren cầu
9. Bộ ly hợp báo vệ va chạm
10. Động cơ điện 3 pha (AC) cho bước dẫn tiến (servo)
11. Hệ thống đo hành trinh – đường thẳng
12. Bộ đối dụng cụ chiều đứng
13. Giá đựng dụng cụ 32 chỗ
14. Dụng cụ khoan
15. Đầu dò đo, không dây
16. Bàn điều khiển bộ đổi dụng cụ (dao)
17. Điều khiển đường đi bằng CNC
18. Môđun điều khiển bằng tay
19. Chất kết độn (vật liệu hỗn hợp giữa gang xám- khoấng chất đúc) tại chân máy, bộ đõ’ chữ thập và giá đỡ trục chính.
Việc nối mạng với các máy công cụ cũng được gia tăng. Trước đây, người ta hy vọng sẽ tiết kiệm được nhiều hơn bằng cách tập trung tính toán vào việc nội suy quỹ đạo của chuyển động cắt dàn trải từ nhiều máy NC vào một máy chủ hay máy trung tâm với phương pháp gọi là DNC1). Qua đó từng máy NC chỉ còn trang bị với một hệ thống điều khiển không đầy đủ chức năng gọi là hệ thống điều khiển khung vỏ (hệ thống điều khiển thân máy).
Điều này xem ra có vẻ hợp lý vào thời điểm đó vì hệ điều khiển cần thiết cho việc tính toán nội suy có chi phí rất cao. Vì những máy NC đời trước không có bộ nhớ riêng cho chương trình, do đó chúng phải nhận từng câu lệnh một từ máy tính DNC. Tại đây xuắt hiện vấn đề với việc cung cấp dữ liệu. Mặt khác việc hạ giá nhanh chóng trong lĩnh vực máy tính đồng thời với khả năng phần cứng được tăng mạnh đã khiến cho phương pháp này hoàn toàn bị phá sản.
Ngày nay người ta hiểu DNC là điều khiển kỹ thuật số phân bố (Distributed Numerical Control). Điều này có nghĩa là nhiều máy tính cũng như công sinwithme cụ được phân bố qua một mạng LAN (Local Area Netvvork = Mạng cục bộ) (Hình 1).

Những chức năng điển hình của một hệ thống DNC như thế gồm:
Quàn lý, lưu trữ và phân bố những chương trình, dữ liệu của dụng cụ, trị số Chĩnh sửa; tự động hóa một phần hay thậm chí toàn bộ. Ngày nay việc quản lý 10.000 chương trình khác nhau không còn là điều hiếm có nữa.
Giám sát quy trình gia công và lưu lại nhật ký máy để có thể nhận biết sự bất thường khi vận hành.
Trong trường hợp chương trinh quá dài, cung cấp tuần tự cho từng máy CNC với những phần chương trình tương ứng để bảo đảm việc xử lý được liên tục.
Chuyển trờ lại những chương trình và dữ liệu (thông số) chình sửa cho việc quản lý trung tâm để tối ưu hóa quy trình gia công.
Điều khiển dòng vật liệu.
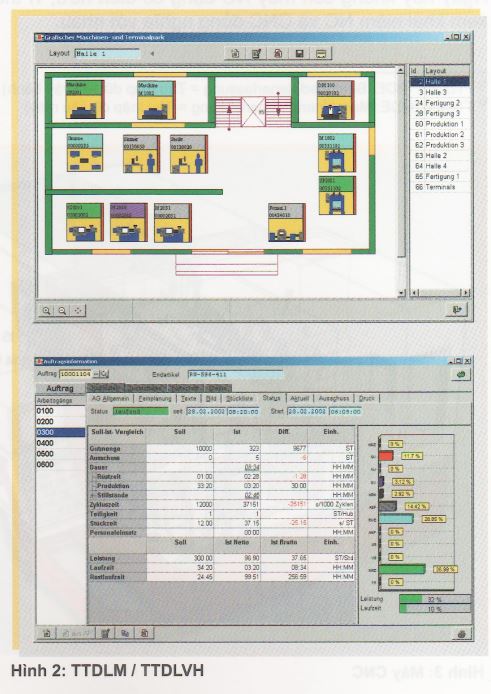
Thu thập dữ liệu máy (TTDLM) (Hình 2). Dữ liệu máy là thông số riêng của máy (thí dụ như thời hạn bảo dưỡng, tuổi thọ, độ chính xác gia công).
Thu thập dữ liệu vận hành (TTDLVH). Dữ liệu vận hành là thông số xuất hiện trong quy trình sàn xuất, chúng mô tả diễn biến quy trình (thí dụ như thời hạn giao hàng, số lượng sản xuất, thời gian làm việc).
Những đặc tính sau đây là điền hình cho máy CNC ngày nay:
■ Việc gia công chi tiết được thực hiện với sự trợ giúp của một chương trình lưu trữ trong một bộ nhớ và được gọi ra vào lúc thực hiện gia công. Trong chương trình này có sẵn những thông tin cần thiết dưới dạng câu lệnh cho gia công như: kích thước hình học của chi tiết, bước dẫn tiến, tốc độ cắt, đóng/mờ dung dịch làm nguội, dụng cụ và thay đổi dụng cụ. Việc nhập liệu cho chương trình được thực hiện qua một vùng điều khiển máy (Hình 1), một máy tính để ngoài (PC công nghiệp), đĩa mềm hay một mạng cục bộ (LAN).


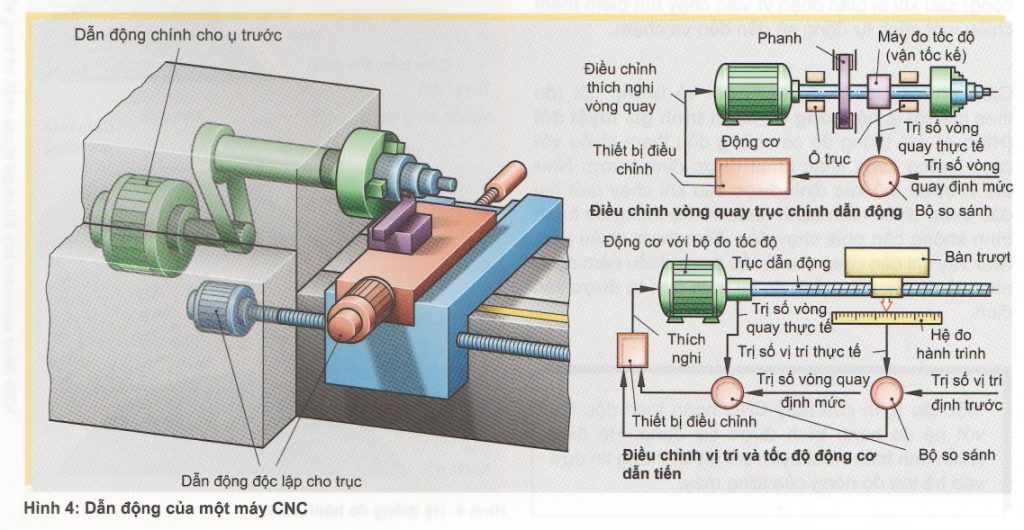
■ Tất cả những đơn vị chuyển động (thí dụ như cốt trục, trục chính, hệ thống thay đổi dụng cụ) có hệ dẫn động riêng (dẫn động độc lập) (Hình 4).
■ Ngay cả trục chính cũng có một động cơ dẫn động có thể điều khiển tốc độ vô cấp (Hình 4) sao cho những kích thước hình học thay đổi như trong khi tiện mặt đầu, tốc độ cắt được giữ cố định qua việc thay đồi số vòng quay tương ứng của trục chính.
■ Mỗi một trục chuyển động hay trục định vị đều có một hệ thống điều chỉnh vị trì và điều chỉnh vận tốc riêng (Hình 4).
■ Qua việc sử dụng trục vít bi quay vòng (Hình 3) trong các trục dẫn tiến, người ta có thể gia công phay nghịch chiều và thuận chiều. Độ rơ (độ hở chuỵển động đảo chiều) xuất hiện trong trục ren hình thang sẽ biến mất hầu như hoàn toàn.
■ Việc thay đổi dụng cụ điều khiển bằng chương trình có thể thực hiện được qua hệ thay đổi dụng cụ tự động (Hình 2). Qua đó từng máy riêng rẽ có thể chạy lâu hơn mà không cần người điều khiển máy tác động vào cũng như một người đứng máy có thể điều khiển nhiều máy. Dụng cụ bị mòn hay bị mẻ có thể thay thế bằng dụng cụ mới.