Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
KẸP CHẶT VÀ CƠ CẤU KẸP CHẶT
3-1.Khái niệm.
Khi thiết kế đồ gá, sau khi đã chọn được phương án định vị tương đối hợp lí, tiếp theo ta chọn phương án kẹp chặt phôi trong đồ gá. Việc chọn phương án kẹp chặt cùng phải tuân thủ theo nhừng nguyên tắc nhất định, ưong nhiều trường hợp giải quyết vấn đề kẹp chặt còn khó khăn hơn vấn đề định vị vì kết cấu của đồ gá không cho phép.
Kẹp chặt là tác động lên hệ thống đồ gá, cụ thể là vào chi tiết gia cồng một lực dẻ làm mất khả năng xe dịch hoặc rung động do lực cắt hay các lực khác trong của trình cắt sinh ra như lực li tâm, trọng lượng, rung động…
Để thực hiện việc đó phải có cơ cấu kẹp chặt, cơ cấu kẹp chặt ưong dồ gá là một hệ thống đi từ nguồn sinh lực đến vấu của đồ kẹp tì lên chi tiết : Nguồn sinh lực (cơ cấu sinh lực), cơ cấu truyền lực (cơ cấu phóng đại lực kẹp, cơ cấu liên động phân bố lực kẹp)…
Yêu cầu đối với cơ cấu kẹp chặt. Khi thiết kế các cơ cấu kẹp chặt cần phải đảm bảo các yêu cầu sau:
+ Khi kẹp không được phá hỏng vị trí của chi tiết đã được định vị chính xác .
Ví dụ, hình 3-1

là sơ đồ kẹp chặt không hợp lí, khi quay bánh lệch tâm để kẹp chặt chi tiết, cùng đồng thời gây ra lực T làm dịch chuyển chi tiết khỏi vị trí đã được định vị chính xác.
+Trị sổ lực kẹp vừa đủ để chi tiết không bị xê dịch và rung động dưới tác dụng của lực cắt và các ảnh hưởng khác trong quá trình gia công, nhưng lực kẹp không nên quá lớn khiến cơ cấu kẹp to, thô và làm vật gia công biến dạng..
+ Không làm hỏng bề mặt do lực kẹp tác dụng vào nó.
+ Cơ cấu kẹp chặt có thể diều chỉnh được lực kẹp.
+ Thao tác nhanh, thuận tiện, an toàn, kết cấu gọn, nhưng có đủ độ bền, không bị biến dạng khi chịu lực.
+ Kết cấu đơn giản, dễ chế tạo và sửa chữa.
3-2. Phương, chiều, điểm đặt và trị số lực kẹp.
Khi thiết kế cơ cấu kẹp cần chú ý một số vấn đề chính sau đây :
3-2-1. Phương và chiều lực kẹp.
Phương và chiều của lực kẹp có liên quan mật thiết với chuẩn định vị chính, chiều của trọng lượng bản thân chi tiết gia công, chiều của lực cắt. Nói chung phương của lực kẹp nên thẳng góc với mặt định vị chính, vì như thế sẽ có diện tích tiếp xúc lớn nhất, giảm được áp suất do lực kẹp gây ra và do đó ít biến dạng nhất. Chiều của lực kẹp nên hướng từ ngoài vào mặt định vị, không nên ngược chiều với chiều lực cắt và chiều trọng lượng bản thân chi tiết gia công (kẹp từ dưới lên), vì như thế lực kẹp phải rất lớn, cơ cấu kẹp cồng kềnh, to và thao tác tốn sức. Lực kẹp nên cùng chiều với chiều lực cắt và ưọng lượng bản thân vật gia công, nhưng đôi khi vì kết cấu không cho phép thì có thể chọn chúng thẳng góc với nhau.
Một số ví dụ hình 3-2 :

Từ hình 3-2, ta thấy ở hình 3-2a phương và chiều lực kẹp chặt là tốt nhất và hình 3-2g là xấu nhất.
3-2-2. Điểm đặt của lực kẹp
Khi xác định điểm đặt lực kẹp cần phải tránh chi tiết nhận thêm ngoại lực và mô men quay. Điểm đặt lực tốt nhất phải tác dụng lên vị ưí của chi tiết có độ cứng vừng lổn nhất và nên ở ngay trên điểm đổ hoặc ưong phạm vi diện tích đỡ (hình 3-3):

a- vị trí điểm đặt lực kẹp không đúng, b-vị trí điểm đặt lực kẹp đúng.
3-2-3. Tính lực kẹp chặt cần thiết w.
Trị sổ lực kẹp w phụ thuộc vào phương, chiều, điểm đặt, trị số của lực cắt, trọng lượng bản thân vật gia công và các lực khác, các kích thước liên quan… Để tính toán lực kẹp ta phải biết phương, chiều, điểm đặt và ưị só của các lực khác tác dụng lên chi tiết và sơ đồ định vị chi tiết cần gia công.
Thực chất tính toán lực kẹp là giải bài toán tĩnh học về cân bằng vật rắn dưới tác dụng của các lực và mô men lên chi tiết. Trình tự tính toán lực kẹp như sau :
– Xác định phương, chiều, điểm đặt lực kẹp.
– Xác định trị số của lực cắt và mô men của lực cắt tác dụng lên chi tiết gia công, khi cần phải xác định lực quán tính và lực li tâm phát sinh ưong quá trình gia công.
– Giải bài toán tĩnh học về cân bằng vật rắn dưới tác dụng của tất cả các lực lên chi tiết, tính lực kẹp tính toán wtt.
– Xác định lực kẹp thực tế bằng cách nhân thêm với hệ số an toàn k :
W = KWtt
Trong đó: W- lực kẹp thực tế; wtt- lực kẹp tính toán tinh theo điều kiện cân bằng; K – hệ sổ an toàn, K k0k1k2k3k4k5k6
k0-hệ số an toàn chung, trong mọi trường hợp k0= 1,5/ 2.
k1 -hệ só kể dến lượng dư không đều, khi gia công thô k1= 1,2; khi gia công tinh k1= 1,0.
k2-hệ só xét đến dao cùn làm lực cắt tăng, k2= 1,04/ 1,9.
k3-hệ só xét đến vì cắt không liên tục làm lực cắt tăng, k3= 1,2
k4-hệ số xét đến nguồn sinh lực không ổn định, khi kẹp bằng tay k4= 1,3; khi kẹp chặt bằng khí nén hay thủy lực k4 = 1,0.
k5- hệ số kể đến vị trí tay quay của cơ cấu kẹp thuận tiện hay không thuận tiện, khi kẹp chặt bằng tay: góc quay < 90°, k5=l,0; góc quay > 90°, k5 1,5.
k6- hệ số tính đến mô men làm lật phôi quay quanh điểm tựa, khi định vị trên các chốt tì: k6=l,0; khi định vị trên các phiến tì k6=1,5.
Phải căn cứ vào điều kiện cụ thể để xác định từng hệ số riêng biệt.
Một số ví dụ tính toán lực kẹp cụ thể:
(1) Tính lực kẹp theo sơ đồ hình 3-4.
– Theo sơ đồ hình 3-4a: Khi lực cắt p cùng chiều với lực kẹp w và vuông góc với mặt chuẩn chính. Nếu hệ không có khả năng gây ra trượt thì w=o, khi đó không cần đến lực kẹp chặt. Ví dụ, khi chuốt ép lồ (chuốt đúng, thực sự không cần đến lực kẹp).
Khi có khả năng gây ra lực trượt N thì:

Trong đó: K- hệ số an toàn chung; f1-hệ số ma sát giũa mặt chuẩn định vị của chi tiết và chi tiết định vị (mặt thô f1 =0,2/ 0,3; mặt tinh f1=0.1/ 0,15); f2-hệ số ma sát giữa mỏ kẹp và chi tiết; N -lực trượt.

– Theo sơ đồ h3-4b :
Lực kẹp w vuông góc vói lực cắt p và mặt chuẩn chính:
Trong đó: f1- hệ số ma sát giữa mỏ kẹp và chi tiết (f1=0,14/ 0,15); f2- hệ số ma sát giữa mặt chuẩn của chi tiết và chi tiết tiết định vị (mặt thô: f2=0,1 / 0,3; mặt tinh f2= 0,14/ 0,15)
– Theo sơ đồ hình 3-4c :
Khi lực kẹp ngược chiều với lực cắt và trọng lượng:
W = K(P + G)
Trong đó: G – trọng lượng bản thân chi tiết.
(2) Tính lực kẹp chi tiết khi gia công trên máy tiện, chi tiết gá ưên mâm cặp (hình 3-5). Dưới tác dụng của mô men Mv. và lực Px, chi tiết có thể quay quanh tâm của nó và trượt ưên các chấu kẹp.


Trong đó: WΣ-tổng lực kẹp cúa các châu kẹp (N); W- lực kẹp cúa một châu ; z – số chấu kẹp; Mc- mô men cắt, Mc= Pc*Rc( Nm), R: bán kính gia công; R – bán kính mặt chuẩn (mm); Pz-thành phần lực cắt tiếp tuyến (N); Px-thành phần lực theo phương X (N); f- hệ số ma sát (f=0,5-ỉ-0,7). Tùy theo trường hợp cụ thể lực kẹp chọn Wmax trong (1) hoặc (2).
(3) Tính lực kẹp khi khoan.
– Trong trường hợp lực kẹp nằm theo phương thẳng đứng và cùng chiều với lực Po, thi thực tế lực kẹp Po không cần lớn lắm (hình 3-6a). Tuy nhiên để gia công dược, lực kẹp phải thắng được mô men cắt Mc.
Điều kiện cân bằng :

– Khi khoan lồ có đường tâm song song với đường tâm chi tiết trụ, chi tiết gá đặt ưên khối V, lực kẹp vuông góc với tâm chi tiết (hình 3-6b).
Lực kẹp phải đảm bảo sao cho chi tiết không bị xoay do tác động của mô men Mc, đồng thời không bị xê dịch dọc theo trục do tác dụng của lực dọc po. Phương trình cân bằng để đảm bảo không trượt là :


Trong đó: f1- hệ số ma sát giữa chi tiết và mỏ kẹp (f1=0,1: 0,15); f2- hệ số ma sát giũa chi tiết và khối V, (f2=0,2/ 0,3 đối với mặt thô, f2=0,1/ 0,15 đối với mặt tinh); R- bán kính của chi tiết (mm); d- đường kính của mũi khoan (mm); H-kích thước từ tâm chi tiết đến vị trí lỗ gia công; a- góc khái V.
(4) Tính lực kẹp khi phay.
Có nhiều phương pháp phay, ổ mỗi phương pháp lực cắt có giá trị và hướng khác nhau làm cho lực kẹp khác nhau. Tùy theo sơ đồ cụ thể mà phân tích, xem xét để tính lực kẹp đảm bảo kẹp chặt vững vàng.
– Khi phay mặt phẳng bằng dao phay mặt dâu và chuẩn là mặt đáy (hình 3-7).

Theo hình vẽ, ta thấy lực Py có tác dụng hỗ được cho lực kẹp w (vì cùng chiều với lực kẹp); Px có tác dụng làm cho chi tiết quay xung quanh cạnh 2-4, cạnh 1-3 bị hát lên; pz làm cho chi tiết quay xung quanh cạnh 3-4, cạnh 1-2 bị hát lên. Vì vậy lực kẹp w ở góc 1 phải có khả năng chống lại được tất cả các mỏ men do các lực cắt gây ra.


Phương trình (2) dưới tác dụng của lực py khi mới cắt vào chỉ có lực kẹp ở vị trí 1 chịu, còn dao khi sắp thoát khỏi vùng cắt thì chỉ có lực kẹp ở vị trí 2 chịu.
Tùy theo vị trí của dao mà trạng thái nguy hiểm có thể xê dịch phôi khác nhau, để đảm bảo an toàn cần thiết phải tính lực kẹp ở vị ưí nguy hiểm nhất.
Trong ví dụ trên, khi dao ổ vị ưí bên phải hệ thống an toàn hơn khi nó ổ bên trái. Trong 4 mỏ kẹp thì sổ 1 là mỏ kẹp phải chịu lực lớn nhất và tính lực kẹp tại vị trí dó. Công thức (3) chính là giá trị cần tính lực kẹp ổ góc 1.
(5) Phay mặt phăng chi tiết hộp bằng dao phay mặt dầu, gá chi tiết ưên 6 điểm tựa hạn chế 6 bậc tự do. Lực kẹp vuông góc vói mặt phăng thăng đứng di qua hai điểm tựa bên hông của chi tiết (hình 3-8).
Lúc này lực ma sát phải thăng dược thành phần lực PH nhằm không cho chi tiết xê dịch dọc.
Khi kẹp bằng hai mỏ kẹp, lực kẹp do hai mỏ kẹp sinh ra là : W1= w2= w
Lực ma sát giữa hai mỏ kẹp và chi tiết là : F1 và F2.
Lực ma sát giữa mặt định vị của chi tiết và mặt định vị của đồ gá F3 và F4.
Giả thiết hệ số ma sát f1=f2=f3=f4=f, thì Fms1=Fms2=Fms3=Fms4=W.f
Phương trình cân bằng chóng trượt là:

Thành phần lực Pr có tác dụng đẩy chi tiết vào hai điểm tựa bên hông không gây xê dịch hoặc lật chi tiết nếu lực kẹp hướng đúng vào các điểm tựa hoặc thấp hơn.

(6) Phay mặt phăng bằng dao phay trụ (hình 3-9).
Trong hợp xấu nhất khi bắt đầu gia công và cắt toàn bộ chiều sâu cắt. Chi tiết bị quay quanh điểm o do tác dụng của mô men R.L, còn hai mô men ma sát FB • fB • L1 và Fa -fA L2 chống lại sự quay của chi tiết ổ hai chốt tì A và B (do kẹp liên động, nên bỏ qua mô men ma sát ở giữa mỏ kẹp và bề mặt chi tiết).

3-2-4. Các loại cơ cấu kẹp chặt phôi.
Sau khi đã tính được lực kẹp chặt cần thiết, ta phải tính các thông số của cơ cấu kẹp phôi để sinh ra lực kẹp cần thiết đó.
(1) Phân loại các cơ cấu kẹp.
Có nhiều cách phân loại các cơ cấu kẹp chặt. Sau đây là một só cách phân loại dược sử dụng rộng rãi :
-Phân theo kết cấu: cơ cấu đơn giản và cơ cấu tổ hợp : Đơn giản khi do một chi tiết thực hiện việc kẹp chặt; tổ hợp khi do hai hay nhiều chi tiết như: vít, bánh lệch tâm, chêm , đòn… phổi hợp thực hiện việc kẹp. Ví dụ: ren ốc- đòn bẩy, đòn bẩy – bánh lệch tâm, chêm -ren ốc… Những cơ cấu tổ hợp thường dùng để phóng đại lực kẹp, để đổi chiều lực kẹp hoặc (bắt cầu) di tói điểm dặt.
-Phân theo nguồn sinh lực: Kẹp bằng tay, kẹp cơ khí hoá và kẹp tự động hoá. Cơ khí hoá: khí nén, dầu ép, kẹp bằng chân không, bằng điện từ, hoặc những thứ đó kết hợp với nhau.Tự động hoá: không cần người thao tác mà nhờ những cơ cấu chuyển động của máy thao tác tự động.
-Phân theo phương pháp kẹp có: kẹp một chi tiết hoặc kẹp nhiều chi tiết; kẹp một lần hoặc nhiều lần tách ròi.
(2) Các tính chắt cơ bản của cơ cấu kẹp chặt đơn giản và tổ hợp. Các tính chất cơ bản là: tỉ số truyền lực, tỷ số dịch chuyển, hiệu suất.
a- Đối với các cơ cấu kẹp chặt đơn giản: Tỉ số truyền của lực và tỉ số truyền của dịch chuyển có thể được xác định như sau :
-Tỉ số truyền lực :
i = W /Q => W= i* Q
Trong đó :W-là lực sinh ra trên khâu bị dẫn (lực kẹp).
Q-là lực phát động sinh ra ưên khâu dẫn.
Trường hợp lí tưởng nếu coi cơ cấu làm việc không có ma sát: w.
i= Wtt / Q=>Wtt=Q.i lt
-Tỉ số truyền của dịch chuyển :

Trong đó :SW- dịch chuyển của khâu bị dẫn; Sọ- dịch chuyển của khâu dần; i và ilt- luôn luôn lổn hơn 1 (có lơi về lực ); id- luôn luôn bé hơn 1 (thiệt về quảng đường đi).
Trong trường hợp lí tưởng, khi coi cơ cấu làm việc không có ma sát: Lực được tăng bao nhiêu lần , thì quãng đường đi cùng giảm bấy nhiêu lần (định luật bảo toàn cơ học), do đó ta có :

Ở đây Q là lực phát động ưên tay gạt hay cần của cơ cấu dẫn động. Ví dụ có cơ cấu tổ hợp bao gồm cơ cấu: ren-vít, cơ cấu trên và cơ cấu đòn nối tiếp nhau phối hợp làm việc

Hình 3-10: Lực phát động Q ưên tay gạt qua cơ cấu thứ nhất được tăng 75 lần (i1= 75), sau đó tiếp tục qua cơ cấu thứ 2 được tăng 3 lần (i2=3) và qua cơ cấu thứ 3 được tăng 2 lần (i3 =2), ta có :

Thường số lượng của các khâu đơn giản ưong cơ cấu tổ hợp bị hạn chế, chủ yếu người ta dùng chêm hay đòn. Để cơ cấu tổ hợp đảm bảo tính tự hãm khi làm việc trong đó phải có một khâu tự hãm.
Sau dây ta xét các cơ cấu kẹp chặt đơn giản.
3-3. Kẹp chặt bằng chêm
3-3-1. Khái niệm
Chêm là chi tiết kẹp có hai bề mặt làm việc không song song với nhau. Khi đóng chêm vào thì ưên bề mặt của chêm tạo ra lực kẹp. Trong quá ưình làm việc, nhờ lực ma sát giữa hai bề mặt làm việc mà chêm không tụt ra được và được gọi là tự hàm. Tính chất tự hãm của chêm có một ý nghĩa rất quan trọng ưong kẹp chặt.
Đa số các cơ cấu kẹp chặt đều dựa trên nguyên lí chêm .
Cơ cấu kẹp bằng chêm, tác dụng trực tiếp bằng lực do tay công nhân ít dùng trong thực tế vì kết cấu cồng kềnh, thao tác khó, lực kẹp có hạn. Người ta kết hợp với các cơ cấu khác hoặc dùng làm nguồn sinh lực khí nén hay thủy lực để tác dụng vào nó lại được dùng nhiều.
Người ta sử dụng chêm theo các phương án sau :
– Chêm phẳng chỉ có một mặt nghiêng (hình 3-11).

– Chêm có hai mặt nghiêng (hình 3-12a), hay có dạng côn (hình 3-12b).

– Chêm dưới dạng là bánh lệch tâm hay cam phẳng (hình 3-13 ).
Trong các kết cấu này cơ sở của nó là bề mặt nghiêng của chêm được tạo trên chu vi của một đĩa phẳng, mặt nghiêng của chêm là một đường cong.

– Chêm dưới dạng cam mặt dầu (hình 3-14) ở đây mặt nghiêng của chêm được tạo trên diện tích xung quanh của một hình trụ. Mặt nghiêng của chêm ổ dây như mặt làm việc của một cam mặt đầu.
Cơ cấu chêm còn được dùng rộng rãi ưong các cơ cấu tự định tâm( các kiểu mâm cặp, trục gá tự định tâm).

3-3-2. Tính lực kẹp của cơ cấu chêm
Xuất phát từ điều kiện cân bằng của chêm để tính lực kẹp tương ứng .
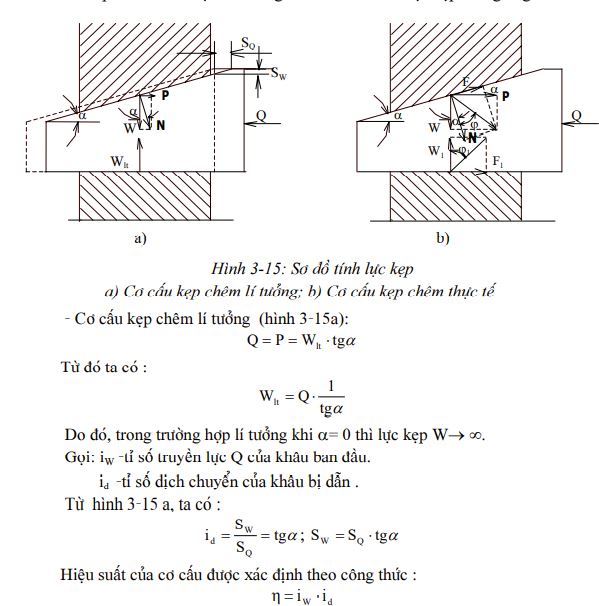
– Cơ cấu kẹp chêm thực tế (sơ đồ hình 3-15b):
Ta dùng một ngoại lực Q dế dóng chêm vào, trên mặt phẳng nghiêng sinh ra lực ma sát F, trên mặt phẳng nằm ngang sinh ra lực ma sát F1, góc ma sát là φ và φ1 , góc của chêm là α, từ đó sinh ra phản lực pháp tuyến với mặt phẳng nghiêng là N và vói mặt phẳng nằm ngang là Wp Tổng hợp lực N và F ta dược lực R, phân lực R thành w và p.


3-3-3. Tính toán điều kiện tự hãm của chêm.
Sau khi đóng chêm vào, trong quá trình làm việc do lực cắt, rung động…chêm có xu hướng bị đẩy ra, nhưng vì nó có tính tự hãm nên không tụt ra mà vẫn đứng nguyên ở vị trí kẹp chặt với lực kẹp đã tạo ra ban đầu, lúc này lực kẹp lớn hơn lực kẹp lúc đóng vào ban đầu một ít. Lúc đó lực Q mất di, do mất Q nên chêm có xu hướng đi ra, nên lực ma sát có hướng ngược lại (hình 3-16).

Phản lực pháp tuyến N phân thành hai phân lực w và p. Lực ma sát F ở mặt nghiêng phân thành hai phân lực F’và F* sina.
Vậy muốn tự hãm được cần có điều kiện sau :

Trong đó:a – góc nhọn của chêm; (p – góc ma sát giữa mặt nghiêng của chêm và chi tiết trên; φ1- góc ma sát giũa mặt ngang của chêm và chi tiết dưới.

3-3-4. Tính lực cần thiết để đóng chêm ra.
Hình 3-17 là sơ đồ lực tác dụng lên chêm khi đóng chêm ra. Dưới tác dụng của lực Qr, trên mặt nghiêng xuất hiện lực F và N. R là tổng hợp lực của F và N; phân R thành F” và W’ .

3-3-5. Tính chêm phối hợp vói con lăn.
Công thức tính lực kẹp của chêm có hai con lăn cùng giống như tính lực kẹp chêm mặt phẳng chỉ cần đổi hệ só ma sát trượt tg φ và tgφ1 thành hệ số ma sát lăn tgφ1và tgφ11. Từ công thức (1) ta có :


Cơ cấu chêm con lăn thường được sử dụng làm bộ khuếch đại dần động và khi đó nó là cơ cấu không có tính tự hãm, thường cơ cấu này a>10°.
3-3-6. Tính chêm có chốt.
Hình 3-19 là các sơ đồ kẹp chặt bằng chêm có chốt, việc tính toán lực kẹp tuỳ thuộc vào mỗi loại.
– Đối với kết cấu hình 3-19a .
Trước tiên ta xét sự cân bằng của chót dưới tác dụng của các lực. Nếu so sánh với hình 3-15, thì các thành phần lực p và W1 sẽ có ảnh hưởng ngược chiều lại và sơ dồ lực tác dụng sẽ như hình 3-20a.


– Đối với trường hợp kết cấu như hình 3- 19b, ta phải thay thế tgφ2= tgφ2qd, tgφ2qd là hệ số ma sát giữa chổt và vỏ đồ gá trong trường hợp chốt công xôn nhưng quy đổi về hệ số ma sát trong trường hợp dùng chót tựa cả trên và dưới như hình 3-20a.
Giá trị của tg(p2qd tính như sau : Từ hình 3-20b ta có lực p có xu hướng làm quay chót trượt xung quanh O và sẽ tạo nên áp lực phân bó theo quy luật tam giác. Hợp lực pháp tuyến N của áp lực này cách đỉnh của tam giác khoảng cách :

– Đối với cơ cấu (hình 3-19c), ta chỉ việc thay ọ ưong công thức (5) bằng giá trị φ1 được xác định theo công thức (3a).
– Đối với cơ cấu (hình 3- 19d), ta cũng thay đổi tgφ2 và góc (p trong công thức (5) bằng các giá trị tgφ2qd và góc φqd.
– Đối với cơ cấu (hình 3-19e), ta cùng phải thay φ và tgφ1 bằng các giá trị φqđ và tgφ1qd được xác định theo công thức (3a).
– Đối với cơ cấu (hình 3-19g), ta cùng phải thay φ, tg φ1 và tgφ2 bằng các giá trị φqd, tgφ1qd và tgφ2qđ.