Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
23 Scale/ Mirror đường biên dạng gia công (G51)
23.1 Scale đường biên dạng gia công
G51 X_ Y_ Z_ I_ J_ K_
G50;
G51: Scale đường biên dạng gia công
X_ Y_ Z_: Tọa độ điểm phóng/ thu.
I_ J_ K_: hệ số Scale theo phương X, Y, Z.
(hệ số Scale > 0)
G50: Hủy Scale đường biên dạng gia công
 |
 |
|
Trước khi Scale |
Sau khi Scale |
| G51 X0.0 Y0.0 Z0.0 I3.0 J2.0 K1.0; G00 X0.0 Y0.0 Z1.0; G01 X1.0 Y0.0 Z1.0; G01 X1.0 Y1.0 Z1.0; G01 X0.0 Y1.0 Z1.0; G01 X0.0 Y0.0 Z1.0; G01 X0.0 Y0.0 Z0.0; G50; |
Phóng lớn từ tọa độ (0, 0, 0) với hệ số theo phương X, Y, Z lần lượt là 3, 2, 1. Hủy lệnh phóng/ thu |
23.2 Mirror đường biên dạng gia công
G51 X_ Y_ Z_ I_ J_ K_
G50;
G51: Mirror đường biên dạng gia công
X_ Y_ Z_: Thiết lập trục Mirror.
I_ J_ K_: hệ số Mirror và Scale theo phương X, Y, Z.
(hệ số Scale < 0)
G50: Hủy Scale đường biên dạng gia công
 |
 |
| Trước khi Mirror và Scale | Sau khi Mirror và Scale |
| G51 X-0.5 Y0.0 Z.0 I-1. J1. K1.;G00 X0.0 Y0.0 Z1.0; G01 X1.0 Y0.5 Z1.0; G01 X0.0 Y1.0 Z1.0; G01 X0.0 Y0.0 Z1.0; G50; |
Trục đối xứng tại X = – 0.5 với hệ số Mirror và Scale theo phương X, Y, Z lần lượt là 1, 1 ,1. I-1.: thiết lập trục đối xứng song song trục X. Hủy lệnh Mirror và Scale |
24 Tịnh tiến hệ tọa độ (G52)
G52 X_Y_Z_
X_Y_Z_: Gốc tọa độ mới
Chú ý: Nên sử dụng chương trình con.
Ví dụ:
Xem 1.12 (Bài tập 12)
25 Xoay hệ tọa độ (G68)
 |
G68 X_Y_ R_ X_Y_: Gốc tọa độ R_: Góc xoay hệ tọa độ (ngược chiều kim đồng hồ) |
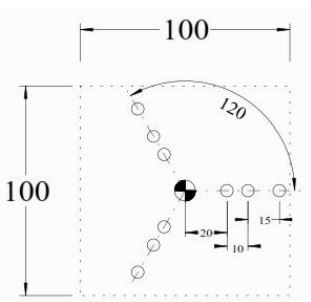
| % O6580 G17; G21; G94; G90; G49 G40 G80; G28 G91 Z0.; G28 X0. Y0.; G90; T01 M06; S1500 M03; G54; G00 X0. Y0.; G43 H01 Z25.0; G52 X100. Y100.; G00 X0. Y0.; G00 Z5.; |
G81 R3. Z-20. F15.; X30.; X45.; G68 X0. Y0. R120.; X20. Y0.; X30.; X45.; G68 X0. Y0. R240.; X20. Y0.; X30.; X45.; G69; G01 Z5.; G28 G91 Z0.; G28 X0. Y0.; M5; M2; M30; |
Chú ý: Nên sử dụng chương trình con.
26 Hủy xoay hệ tọa độ (G69)
G69: hủy xoay hệ tọa độ
Xem thêm P14 tại https://vanhanhmay.com/may-gia-cong-chinh-xac-phay-mvc-955-p14-cac-lenh-co-ban-11-chuong-trinh-con/