 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Sơ đồ gia công bánh vít theo phương pháp ăn dao hướng kính (hình3.13), mô tả các thành phần chuyển động cần thiết trên máy:
nd: Chuyển động quay của dao trục vít, tạo ra tốc độ cắt chính
nf: Chuyển động của phôi bánh vít tương ứng với chuyển động quay của dao trục vít, nhắc lại sự ăn khớp của bộ truyền Trục vít- bánh vít theo quan hệ:

Hình thành nhóm động học ϕ(nd,nf): Nhóm động học có chức năng tạo hình bề mặt răng và phân độ.
Tk : Chuyển động ăn dao hướng kính (chuyển động định vị)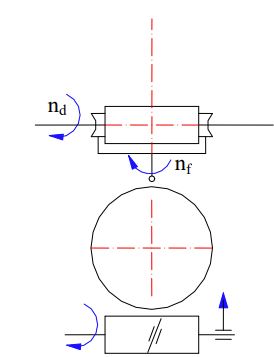
Hình 3.13. Sơ đồ gia công bánh vít theo phương pháp ăn dao hướng kính
Theo sơ đồ cấu trúc (hình 3.14) điều chỉnh động học máy gia công bánh vít theo phương pháp ăn dao hướng kính với các xích động học sau: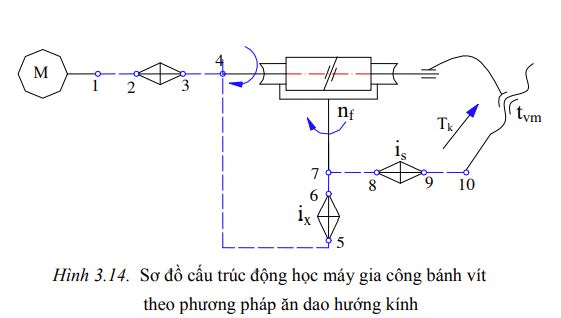
- Xích tốc độ: M_1_2_iv_3_4_DTV
Lượng di động tính toán:
nđ/c (V/P) động cơ M→nd (V/P) DTV
Phương trình điều chỉnh động học:![]()
Công thức điều chỉnh động học:![]()
- Xích bao hình (phân độ): DTV _ 4 _ 5 _ s _6_7_ ix _ 8 _9 _ phôi BRN
Lượng di động tính toán:
1(Vòng) DTV→K/Z (vòng) Phôi BRT
Phương trình điều chỉnh động học:![]()
Công thức điều chỉnh động học:
Cx : Hệ số điều chỉnh của xích bao hình
*Xích ăn dao hướng kính: Bàn máy mang phôi bánh vít quay_ 7_ 8_ is _9
Lượng di động tính toán:
1 (vòng) Bàn máy→Sk (mm) bàn máy chạy dao hướng kính
Phương trình điều chỉnh động học:
![]()
Công thức điều chỉnh:
is = Csk . Sk (3.8)
Chuyển động ăn dao hướng kính là chuyển động cắt vào. Sau khi xác định vị trí dao phay trục vít đúng với khoảng cách trục của bộ truyền, thành phần chuyển động này kết thúc. Còn nhóm động học tạo hình bề mặt răng bánh vít vẫn tồn tại cho đến khi hoàn thành tạo hình các bề mặt răng bánh vít.





