Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
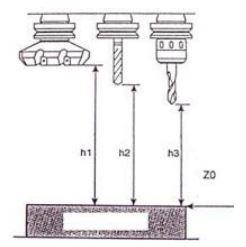
22 Bù chiều dài dụng cụ (G43, G44)
Lệnh G43, G44 được sử dụng để xác định mũi dụng cụ theo trục Z (G44 bù ngược lại so với G43). Do chiều dài của các dụng cụ khác nhau nên khi gia công cần định nghĩa lại tọa độ mũi từng dụng cụ cho thống nhất, bằng cách sử dụng mã lệnh bù dụng cụ này.
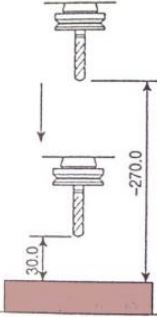
| Để định vị tại độ cao Z30.0 G90 G00 G43Z30.0H1 -300.0 (Lượng bù của dụng cụ số 1) +30.0 (vị trí đầu dụng cụ 1 so với gốc phôi) = -270.0 Dụng cụ T1 chuyển động xuống theo chiều âm của Z khoảng 270 mm. |
Để định vị tại độ cao Z30.0 G90 G00 G43Z30.0H2 -270.0 (Lượng bù của dụng cụ số 2) +30.0 (vị trí đầu dụng cụ 2 so với gốc phôi) = -240.0 Dụng cụ T2 chuyển động xuống theo chiều âm của Z khoảng 240 mm. |
Để định vị tại độ cao Z30.0 G90 G00 G43Z30.0H3 -200.0 (Lượng bù của dụng cụ số 3) +30.0 (vị trí đầu dụng cụ 3 so với gốc phôi) = -170.0 Dụng cụ T3 chuyển động xuống theo chiều âm của Z khoảng 170 mm |
 |
 |
|

G43 Z_H_;
G49;
G43: Bù chiều dài dụng cụ
G49: Hủy bù chiều dài dụng cụ
Z_: chiều cao theo trục Z
H_: Địa chỉ bù chiều cao.
Chú ý: Do các cao độ Z của điểm Center hoặc điểm Tip trên mỗi dao phay là khác nhau, trong quá trình gia công phải thiết lập được các điểm này phải nằm trên cùng cao độ Z và trùng với mặt phẳng Top của phôi (hoặc chi tiết), vì vậy cần thiết lập bù dao cần:
– Chọn 1 dao phay trên mâm dao và thiết lập gốc tọa độ phôi cho điểm Center hoặc điểm Tip của dao nay (Z = 0) và chọn dao này làm dao có cao độ chuẩn (Z = 0).
– Mỗi dao phay khác dao chuẩn đều có chênh lệch về cao độ Z so với dao chuẩn.
– Giá trị chênh lệch về cao độ Z so với dao chuẩn sẽ được thiết lập đúng bằng lượng bù chiều dài
dao trong Offset GEOM (H) [lượng bù = chênh lệch Z]
– Thiết lập giá trị bù chiều dài tương ứng với số thứ tự do trong Offset ->No.
Ví dụ:
O0001;
G90 G00 G54 X0. Y0.;
T1 M06;
G43 Z30. H1 S800;
…
T2 M06;
G43 Z30. H2 S1000;
…
T3 M06;
G43 Z30. H3 S1000;
…
G49;
M30;
Xem thêm P13 tại: https://vanhanhmay.com/may-gia-cong-chinh-xac-phay-mvc-955-p13-cac-lenh-co-ban-10/