Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
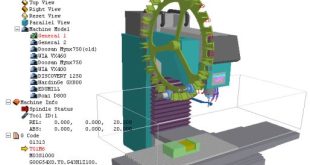
Máy phay ảo (SSCNC)
Chức năng các nút trên bảng điều khiển
| STT | Nút thực thi | Chú thích |
 |
||
RAPID OVERRIDE (bấm X trước Z sau)
|
||
| 1 | Sử dụng chế độ AUTO để máy CNC vận hành tự động theo chương trình được đọc từ bộ nhớ máy CNC. | |
| 2 | Sử dụng chế độ EDIT khi thao tác:
– Gọi chương trình lưu trong bộ nhớ máy CNC hoặc thẻ nhớ trước khi vân hành ở chế độ tự động (AUTO, DNC). – Tạo mới, chỉnh sửa hoặc xóa chương trình lưu trong bộ nhớ máy CNC. – Copy chương trình từ Máy tính hoặc thẻ nhớ vào máy CNC. – Copy chương trình từ máy CNC ra Máy tính hoặc thẻ nhớ. |
|
| 3 | Sử dụng chế độ MDI để máy CNC vận hành tự động theo chương trình được nhập bằng tay tạm thời. Chương trình được nhập bằng tay tạm thời, chỉ thi hành 1 lần, tự xóa di sau khi kết thúc. | |
| 4 | Chế độ DNC Chạy trực tiếp trên Card, máy tính
– Nối máy tính với máy CNC qua cáp RS 232, chọn chế độ Transmission – Nhấn nút PROG ® nhập Oxxx ® nhấn nút INPUT |
|
| 5 |  |
Chọn chế độ REF để di chuyển trục về toạ độ gốc của máy:
– Chọn tốc độ di chuyển bằng công tắc RAPID OVERIDE. |
| 6 | Chế độ JOG di chuyến trục bằng nút nhấn.
– Chọn tốc độ di chuyến trục bằng công tắc FEED OVERIDE. – Bấm nút di chuyến trục bằng tay để di chuyển bàn và trục chính với tốc độ chậm (cắt gọt). |
|
| 7 |
|
Chế độ INC để điều chỉnh vị trí bàn máy với lượng dịch chuyển nhỏ |
| 8 | Chế độ HNDL (MPG) để chuyển về chế độ điều chỉnh bằng tay | |
| 9 |
TOOL |
Thay dụng cụ tự động |
| 10 |
COOL |
Bật chế độ làm mát |
| 11 | 
Single Block |
Bấm “sáng”: chạy từng câu lệnh (Block) khi bấm “CYCLE START” |
| 12 | 
Skip |
Bấm “sáng”: bỏ qua câu lệnh phía sau dấu “/” |
| 13 | 
Option Stop |
Bấm “sáng”: gặp M01 sẽ dừng để kiểm tra. |
| 14 |  |
Bấm “sáng”: gặp dòng lệnh M sẽ bỏ qua. Không sử dụng trong chế độ Manual hoặc Auto Các dòng lệnh S, T và B không bị ảnh hưởng. |
| 15 |
|
Nút khởi động chương trình gia công, khởi động tất cả mọi chuyển động |
| 16 |
|
Khóa máy |
| 17 | 
Dry Run |
Chạy thử không cắt gọt. Bấm “sáng”: G01 chuyển thành G00. |
| 18 |
CYCLE STOP |
Trong chế độ: Auto hoặc MDI Nút dừng chương trình gia công tạm thời, trục chính vẫn quay. |
| 19 | 
CYCLE START |
Nút chạy chương trình gia công (Cycle start) |
| 20 | 
|
Nút dừng chương trình gia công, dừng tất cả mọi chuyển động (Progrm stop) |
| 21 | 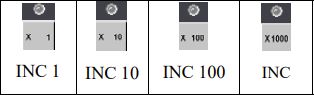 |
Chế độ INC INC 1, INC 10, INC 100, INC 1000: thay đổi nhanh/ chậm lượng chạy dao.
– Chọn trục cần di chuyển: X, Z. – Chọn tốc độ cần di chuyển: INC 1, INC 10, INC 100, INC 1000. INC 1: mỗi lần nhấn tương ứng với 1 mm (0,001 mm) INC 10: mỗi lần nhấn tương ứng với 10 mm (0,01 mm) INC 100: mỗi lần nhấn tương ứng với 100 mm (0,1 mm) INC 1000: mỗi lần nhấn tương ứng với 1000 mm (1 mm) |
| 22 | Thiết lập di chuyển theo trục X | |
| 23 | Thiết lập di chuyển theo trục Z | |
| 24 |
RAPIT TRAVERSE |
Nút chế độ chạy dao nhanh bằng tay. Chế độ di chuyển trục bằng nút nhấn.
– Chọn tốc độ di chuyển trục bằng công tắc RAPID OVERIDE. – Bấm nút di chuyển trục bằng tay để di chuyển bàn và trục chính với tốc độ nhanh (không cắt gọt). |
| 25 |
Traverse in positive direction |
– Chọn trục cần di chuyển: X, Z.
– Nhấn di chuyển theo chiều dương |
| 26 | Traverse in negative direction |
– Chọn trục cần di chuyển: X, Z.
– Nhấn di chuyển theo chiều âm |
| 27 |  |
Nút trục chính quay cùng chiều kim đồng hồ. |
| 28 |  |
Nút dừng trục chính. |
| 29 |  |
Nút trục chính quay ngược chiều kim đồng hồ. |
| 30 |  |
Trong chế độ MPG (Dùng tay quay)
X: điều chỉnh theo phương X Z: điều chỉnh theo phương Z X1, X10, X100: thay đổi nhanh/ chậm lượng chạy dao. Cho phép mở cửa trong quá trình thiết lập. |
| 31 |  |
X: điều chỉnh theo phương X
Z: điều chỉnh theo phương Z |
| 32 |  |
X1, X10, X100: thay đổi nhanh/ chậm lượng chạy dao. Chế độ di chuyển trục bằng tay quay phát xung.
– Chọn trục cần di chuyển: X, Z. – Chọn tốc độ cần di chuyển: X1, X10, X100. X1: mỗi vạch trên tay quay tương ứng với 1 mm (0,001 mm) X10: mỗi vạch trên tay quay tương ứng với 10 mm (0,01 mm) X100: mỗi vạch trên tay quay tương ứng với 100 mm (0,1 mm) |
| 33 |  |
Nút vặn – xoay để thay đổi X/ Z
Xoay núm về dấu – để di chuyển trục theo hướng -, xoay núm về dấu + để di chuyển trục theo hướng + . |
| 34 |  |
Nút dừng khẩn cấp, dừng chương trình gia công, dừng tất cả mọi chuyển động. |
| 35 |  |
Khóa bảo vệ chế độ vận hành | Cài đặt và chỉnh sửa chương trình. |
| 36 |  |
Khi vận hành máy ở chế độ tự động (AUTO, MDI) công tắc FEED OVERIDE dùng để điều chỉnh % tốc độ cắt gọt F trong chương trình (từ 0% đến 120%). |
| 37 |  |
Công tắc chọn tốc độ trục chính khi vận hành tự động. |



Xem lại P1 tại: https://vanhanhmay.com/may-phay-ao-sscnc-mo-phong-van-hanh-may-phay-cnc-p1/
Xem tiếp P3 tại: https://vanhanhmay.com/may-phay-ao-sscnc-p3-phuong-phap-van-hanh-may-cnc/