 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Đầu phân độ vạn năng

1: vô lăng; 2: thân; 3: nòng; 4: mũi tâm vát; 5: đai ổ khóa; 6: Thanh đỡ chi tiết; 7: Trục chính ; 8:đĩa chia độ trực tiếp; 9: thân đế; 10: thân trục phân độ ; 11 chốt kẹp; 12: du xích; 13: tay quay; 14: vít khóa ; 15: kéo chia lỗ; 18: vòng đệm ; 19: nắp đậy; 20: đế ngang; 21: mũi tâm; 22: vít hãm; 23: đế giá đỡ tâm; 24: ụ động
Hình 2.20. Đầu phân độ có đĩ chia
Công dụng, cấu tạo
a, Công dụng:
Đầu phân độ vạn năng là thiết bị dùng để chia phôi gia công ra nhiều phần đều nhau, hoặc không đều nhau. Đây là một thiết bị được trang bị kèm theo máy. Khi có đầu phân độ máy phay mở rộng được khả năng công nghệ ra rất nhiều. Lúc này nó có thể gia công được bánh răng thẳng, bánh răng nghiêng, trục then hoa và gia công được cả bánh răng theo phương pháp bao hình bằng cách lăn và gia công được bánh vít theo phương pháp bao hình bằng xích bao hình cưỡng bức giữa dao phay lăn
răng và phôi cắt răng sơ bộ.
Hoặc đơn giản người ta chỉ dùng đầu phân độ để gá một số phôi phù hợp, bằng
cách giống như gá trên máy tiện.
– Đầu phân độ được chia làm mấy loại cơ bản sau:
+ Loại có đĩa phân độ.
+ Loại không có đĩa phân độ.
+ Đầu phân độ quang học (sử dụng các thấu kính).
b, Cấu tạo của đầu phân độ: (hình 2.19, hình 2.20)
Với đầu phân độ quang học: cấu tạo gồm một vỏ và hệ thống các thấu kính. Trên trục mang phôi có một đĩa gương khắc vạch. Hệ thống thấu kính có vai trò như kính lúp giúp ta xác định chính xác các vạch này khi quay.
Tính toán phân độ
a, Phân độ trực tiếp: (niq = nf)
Trục mang phôi liên kết với một đĩa chia có khắc sẵn một số vạch nào đó,
thường là 12 vạch trên một vòng tròn (số vạch càng có nhiều ước số càng tốt). Khi
phân độ đi k rãnh trên chi tiết gia công ta quay tay quay đi (số vạch/k) vạch. Vì vậy
phân số này buộc phải chẵn. Và sai số của tay quay ảnh hưởng trực tiếp đến sai số
phân độ trên chi tiết gia công.
b, Phân độ gián tiếp:
- ể khắc phục nhược điểm này của đầu phân độ trực tiếp người ta cho thêm vào xích phân độ một bộ truyền trục vít bánh vít có tỷ số truyền k/z
- Giả sử sai số của tay quay là Δntq →sai số ảnh hưởng lên chi tiết phân độ là
Δntq.k/z.Đặt N = Z/k người ta gọi N là đặc tính của đầu phân độ.
Đặc tính của đầu phân độ càng lớn thì càng chính xác những số vòng quay của tay quay cũng vì thế mà tăng lên.
Để quay phôi đi 1/Zf vòng thì ta có phương trình.

Ví dụ: N=40; phôi có Zf = 4
– Khi phân độ trực tiếp: ntq =12/4= 3 vạch
– Phân độ gián tiếp ntq =N/Nf= 40/4= 10 vòng tay quay
c, Đầu phân độ có đĩa chia:
Phân độ gián tiếp làm sai số tay quay giảm ảnh hưởng đi N lần xong vẫn chưa
khắc phục được sai số do tay quay gây ra. Để xác định chính xác số vòng quay của
tay quay người ta sử dụng phân độ có đĩa chia.
c1, Phân độ đơn giản với đĩa chia:
Đĩa chia là một đĩa tròn, trên mỗi mặt đĩa có các hàng lỗ với số lượng lỗ khắc nhau phân bố dưới dạng các vòng tròn đồng tâm. Trục của đĩa lỗ đồng trục với trục của tay quay. Khi chia đĩa lỗ ra Zf phần bằng nhau thì ta có phương trình:

Nếu phân độ có N/Zf ở dạng tối giản bằng A/B mà B là ước số của một hàng lỗ nào trên đĩa lỗ thì ta áp dụng phương pháp phân độ đơn giản.
Đầu phân độ YДT 135 (N=40)
Mặt 1: 24,25,28,30,34,37,38,39,41,42,43
Mặt 2: 46,47,49,51,53,54,57,58,59,62,66
Ví dụ: gia công bánh răng thẳng có z=25
Ta có  là ước số của 25 (30) trên mặt 1 của đĩa chia ta có
là ước số của 25 (30) trên mặt 1 của đĩa chia ta có
18 lỗ co cữ xẻ quạt xác định.
c2, Phân độ vi sai: – Khi ntq =N/Nf =A/B ở dạng tối giản song B không phải là ước của bất kì hàng lỗ nào trên đĩa chia (cả 2 mặt) ta phải tiến hành phân độ vi sai.
– Khi ntq =N/Nf =A/B ở dạng tối giản song B không phải là ước của bất kì hàng lỗ nào trên đĩa chia (cả 2 mặt) ta phải tiến hành phân độ vi sai.
– Lắp bánh răng thay thế trên đường truyền chuyển động quay từ trục chính về đĩa lỗ, xác lập nội liên giữa nt9 và nđl để tạo chuẩn động trên lỗ.
– Giả sử Zf là số răng cần phân độ. Chọn Z* trên một trong 2 mặt hoặc không có trên đĩa cũng được, sao cho Z* và Zf không chênh lệch nhau quá lớn và đặc biệt là phân số N/Z*= A1/B1 ở dạng tối giản thì Bj phải là ước số của một hàng lỗ nào đó trên đĩa. Ta quay tay quay đi n* = N/Z* tức là có sai số vòng quay sinh ra:
– Xích khử sai số được nối từ trục chính ![]()
– Phương trình cân bằng:
– Ví dụ: hãy tính toán phân độ Z=71
Ta có:ntq =N/Z=40/71 đã tối giản và trên đĩa lỗ không có 71 lỗ, cũng không có hàng nào có số lỗ là bội số của 71. vậy ta phải phân độ vi sai.
Ta chọn Z*=70 và tính toán bánh răng thay thế như sau: Kiểm tra điều kiện chạm trục:
Kiểm tra điều kiện chạm trục:
 Dấu (-) có nghĩa là ta phải lắp thêm bánh răng trung gian.
Dấu (-) có nghĩa là ta phải lắp thêm bánh răng trung gian.
Sơ đồ lắp như sau:
Sau khi lắp bánh răng thay thế như sơ đồ ta quay tay quay đi![]()
Vậy khi ta quay tay quay đi 16 lỗ trên hàng lỗ 28 thì phôi sẽ quay đi 1/71 vòng
có nghĩa là quay đi 1 răng.
Chú ý quay chiều nào cũng được nhưng trong 70 lần quay chỉ nên quay theo 1
chiều.
c3, Phân độ phay rãnh xoắn:
Phân độ phay rãnh xoắn có 2 công việc khác nhau:
- Phân độ liên tục để tạo rãnh xoắn.
- Phân độ từ rãnh này sang rãnh khác, khi chi tiết có nhiều đầu mối, chi tiết rãnh xoắn điển hình là bánh răng nghiêng.
+ Để phân độ tạo rãnh xoắn ta có phương trình sau:
Trong đó: tx là bước vít me dọc của bàn máy phay.
T là bước xoắn của sản phẩm,  với 3 là góc xoắn của đường ren đã biết hoặc sẽ tính được.
với 3 là góc xoắn của đường ren đã biết hoặc sẽ tính được.
Dấu (+) hay dấu (-) trong phương trình tùy thuộc vào hướng xoắn của ren, dấu (+) khi xoắn phải và dấu (-) khi xoắn trái (phải lắp thêm bánh răng trung gian).
+ Để phân độ từ rãnh này sang rãnh khác có 2 trường hợp:
– Nếu Zf cho phép phân độ đơn giản được ta rút chốt ra khỏi đĩa lỗ, vô hiệu hóa đường truyền dẫn qua bánh răng thay thế tới bàn máy và quay đi A lỗ trên hàng lỗ có B![]() lỗ sau đó chốt lại và gia công tiếp.
lỗ sau đó chốt lại và gia công tiếp.
– Nếu không phân độ đơn giản được ta không được phép thay ![]() ra để lắp
ra để lắp![]() vào trục chính như khi phân độ vi sai. Vì có thể lúc lắp không vào then hoặc chống đầu răng. Nếu vào được (do xoay trục chính hoặc tiến bàn máy độc lập nhau không qua nội liên
vào trục chính như khi phân độ vi sai. Vì có thể lúc lắp không vào then hoặc chống đầu răng. Nếu vào được (do xoay trục chính hoặc tiến bàn máy độc lập nhau không qua nội liên ![]() làm sai quan hệ nội liên của rãnh, sẽ hỏng sản phẩm.
làm sai quan hệ nội liên của rãnh, sẽ hỏng sản phẩm.
– Lúc này ta phải để nguyên và rút chốt tay quay như trường hợp 1 trong phân độ sang rãnh tiếp theo, mà phân độ cách quãng đi P rãnh, cơ sở của phương pháp này như sau:
Khi đó  trong đó B là số lỗ trên hàng được chọn, p là số rãnh phân độ cách quãng trên phôi (cố gắng chọn p để p và Z không có thừa số chung).
trong đó B là số lỗ trên hàng được chọn, p là số rãnh phân độ cách quãng trên phôi (cố gắng chọn p để p và Z không có thừa số chung).
Đặt  thường thì A không nguyên , ta phải làm tròn A=A* nguyên và cố gắng chọn B và p sao cho |A * –A| là nhỏ nhất. Sau đó để phân độ rãnh khác
thường thì A không nguyên , ta phải làm tròn A=A* nguyên và cố gắng chọn B và p sao cho |A * –A| là nhỏ nhất. Sau đó để phân độ rãnh khác
(không liền kề) ta quay tay quay đi ntq = A*/B và chịu sai số  .Sai số
.Sai số
bước vòng sau một lần phân độ là . Và sai số tích lũy bước vòng sau Zf lần phân độ là ΔtZf.
. Và sai số tích lũy bước vòng sau Zf lần phân độ là ΔtZf.
Tóm lạ: dù thay bánh răng thay thế để phân độ vi sai hay giữ nguyên để phân độ có sai số thì ta vẫn phải chịu sai số trong trường hợp không phân độ đơn giản được.
Đầu phân độ YДT 135 (N=40)
Mặt 1: 24,25,28,30,34,37,38,39,41,42,43
Mặt 2: 46,47,49,51,53,54,57,58,59,62,66
- Bánh răng thay thế:
Z=20,25,30,35,40,50,55,60,70,80,90,100
- Bước vít me dọc của bàn máy: tvm = 6mm
Chú ý:
- Sau khi lắp bánh răng thay thế và phôi để gia công rãnh xoắn, nếu sử dụng dao phay đĩa ta phải xoay bàn may đi một góc P(góc nghiêng đường răng của phôi) để phương trình vận tốc dài trên lưỡi cắt trùng với phương phát triển của rãnh xoắn. Nếu là phay trên máy phay không xoay được bàn máy thì đầu trục đứng phải có đu xích để đánh lệch một góc tương ứng.
- Nếu phay rãnh xoắn bằng dao phay vấu thì không phải xoay bàn máy.
- Nếu bước xoắn lớn để tránh cắt lẹm nên dùng dao phay ngón.
- Chọn dao phay đĩa gia công phải theo modul và số răng của bánh răng gia công. Vì tùy theo modul nhưng bước răng (z quyết định) khác nhau thì bề rộng rãnh răng cũng thay đổi.
- Khi cắt một cặp bánh răng nghiêng ăn khớp, thì sau khi cắt xong một bánh thứ nhất, để cắt bánh còn lại thì ta chỉ việc lắp bánh răng trung gian vào chạc bánh răng thay thế để đảo chiều quay của phôi vì 2 bánh răng ăn khớp cùng góc nghiêng nhưng ngược hướng xoắn.
- Cùng với thao tác lắp bánh răng trung gian vào chạc bánh răng thay thế còn phải đánh lại bàn máy hay đánh lại đầu phay đứng.
- Góc độ xoay bàn có một thước đo độ để xác định.
- Góc độ đánh trục chính do một đu xích xác định.
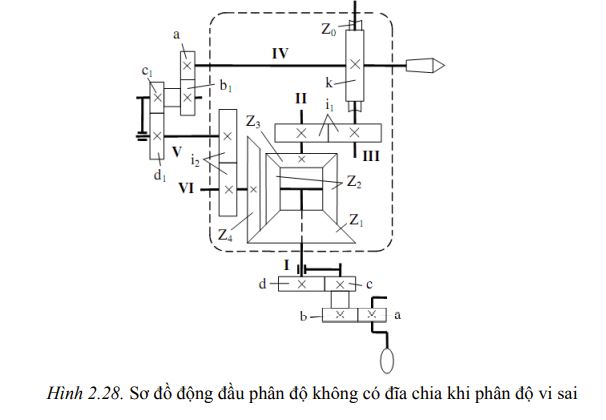
d. Đầu phân độ không có đĩa chia
d1, Phân độ đơn giản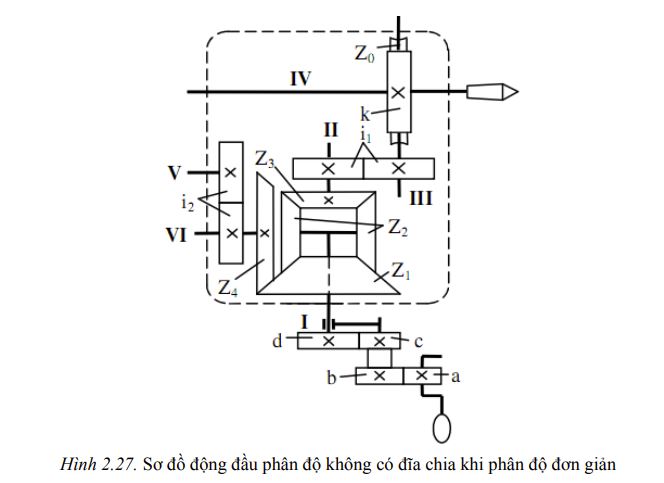

Đầu phân độ quang học
Đĩa khắc vạch được chia ra thành 60 vạch, ta nhìn thấy các vạch này nhờ vào hệ thống thấu kính. Hệ thống thấu kính có vai trò như một kính lúp, giúp ta xác định chính xác vạch này khi quay.





