 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Ta sử dụng module surface machining để mô phỏng quá trình gia công thô một số khuôn phức tạp.
Sử dụng hệ máy 3 bậc tự do, máy phay Fanuc5x.
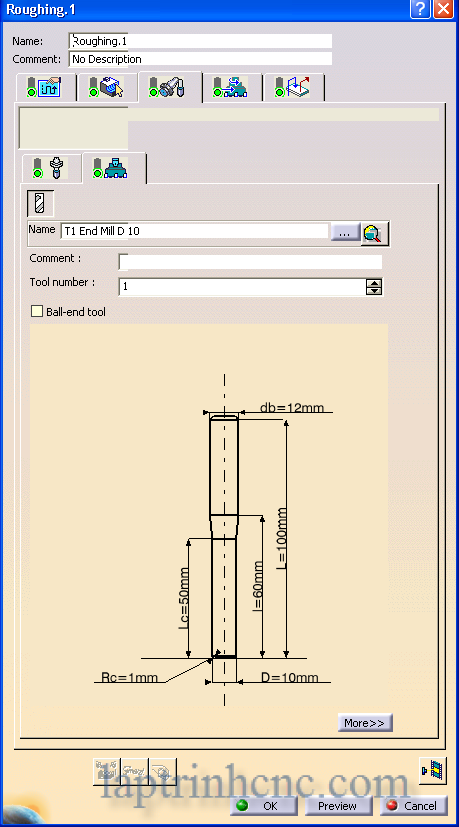
Hình 4.52 Kích thước dao phay được chọn để gia công thô
Kiểu chạy dao spiral, sai số 0.1mm,
Độ sâu t mỗi đường chạy dao là 1 mm.
Độ sâu s dao cắt vào phôi theo chiều ngang là 3 mm.

Hình 4.53 Chọn kiểu chạy dao

Hình 4.54 Mặt bích chặn phôi sau khi gia công

Hình 4.55 Kết quả sau khi gia công thô phần cối

Hình 4.56 Kết quả sau khi gia công thô phần chày

Hình 4.57 Kết quả sau khi gia công thô phần chày mặt nạ

Hình 4.58 Kết quả sau khi gia công thô phần cối mặt nạ
Để gia công tinh các chi tiết vừa gia công thô ở trên, ta sử dụng loại dao như hình 4.59

Hình 4.59 Dao dùng gia công tinh.

Hình 4.60 Cối vuốt sau khi gia công tinh

Hình 4.61 Chày vuốt sau khi gia công tinh
Sau khi gia công tinh, ta tiến hành mài và đánh bóng bề mặt của khuôn.

Hình 4.62 Chày dập mặt nạ sau khi gia công tinh

Hình 4.63 Cối dập mặt nạ sau khi gia công tinh





