 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Phay định hình bằng phương pháp định hình
- Nguyên, tắc chung
Nguyên tắc phay định hình là dùng dao có hình dạng lưỡi cắt giống như biên dạng (prôfin) của bộ mặt cần gia công theo chiêu lật ngược, cắt trực tiếp vào phôi. Phương pháp này chỉ áp dụng khi bề mặt gia công hẹp (không quá 20 ~ 30mm), hình dạng phức tạp với góc lượn nhỏ và sản lượng tương đối lớn.
- Dao phay định, hình
Dao phay định hình dùng để gia công các dạng mặt hình có đường sinh cong và đường chuẩn thang, nó cũng dùng để gia công các rãnh thoát phoi ở dụng cụ cắt (dao phay, mũi khoan, mũi doa, tarô v.v…). Trong một số trường hợp dao phay định hình là dụng cụ duy nhất để gia công các prôfin định hình phức tạp của chi tiết. Dao dùng trong phay định hình thường có các đặc điểm sau.

- Răng thường hở lưng, mỗi khi mài sửa chỉ mài mặt trước, không mài mặt sau để giữ nguyên hình dạng đã tạo ra từ đầu. Để đơn giản cho việc thiết kế, góc trước bằng (0) (do đó khi gia công vật liệu mềm dẻo sẽ khó cắt gọt hơn). Diện tích cắt gọt của lưỡi dao tương đốì rộng, lực cản cắt gọt lớn, do đó chế độ cắt phải nhỏ, thường chiều sâu cắt (t) và tốc độ cắt (v) chỉ bằng 2/3 so với khi phay bằng dao phay đĩa. (Nếu chế độ cắt lớn sẽ rung đòn< nhiều, độ nhẳn kém, dễ hỏng dao và vượt quá khả năng của máy).
- Dao thường ít răng và răng thắng, phay kém ổn định, rung động nhiều,dao dễ sứt mẻ và độ nhẵn bề mặt bị hạn chế. Lượng chạy dao (s phải nhỏ,bằng khoảng 1/3 lượng chạy dao bình thường (để giữ tuổi bền mủì dao được dài bởi dao khó chế tạo, giá thành cao). Ta nên tiến hành phay phá để giảm bớt lượng dư, bằng dao phay thông thường hoặc dao định hình sơ lộ (có hình dạng gần đúng). Khi phay các vật liệu giòn (gang, đồng thanh cứng), góc phôi dễ bị sứt. Muốn tránh, khi phay gần hết chiều dài của phôi nên tắt tự động chạy dao, di chuyển bàn máy từ từ bằng tay.
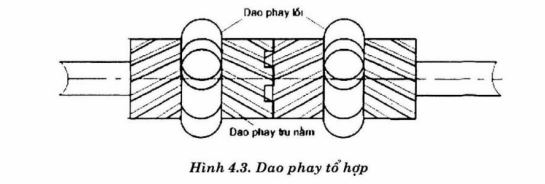
- Dao phay định hình dạng đĩa. Loại dao này được sử dụng trên máy phay ngang. Trường hợp máy có công suất lớn và đủ cứng vững, có thể phay bằng dao phay tổ hợp (hình 4.3). Trong trường hợp này, tốc độ cắt (v) phải tính theo đường kính lớn nhất của dao, và chỉ bằng 20 ~ 30% (v) so với dao phay thường.
- Dao phay định hình mặt đầu có thể dùng trên máy phay đứng, dạng định hình thường chỉ ở mặt đầu của dao khi phay rãnh lõm lòng máng và bề mặt gia công cũng như dao được kiểm tra bằng dưỡng có dạng ngược lại.





