Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Trong gia công bánh răng nghiêng, việc định vị dao và phôi bánh răng nghiêng sao cho phương tiếp tuyến của đường răng của bánh răng với phương tiếp tuyến của đường ren dao phay trục vít tại tâm ăn khớp trùng nhau được xây dựng theo sơ đồ tính góc nghiêng bàn dao (Hình 3.6). Theo quan hệ hình học của các thành phần, góc nghiêng trục dao được xác định theo công thức:
![]() (3.3)
(3.3)
Trong đó: β- Góc nghiêng đường răng trên mặt trụ chia của bánh răng; λ– Góc nâng đường ren trên mặt trụ chia của dao trục vit.
Trong công thức (3.3), dùng dấu trừ khi đường răng của bánh răng cùng chiều xoắn với đường ren của dao trục vít và dùng dấu cộng khi đường răng của bánh răng khác chiều xoắn với đường ren của dao trục vít.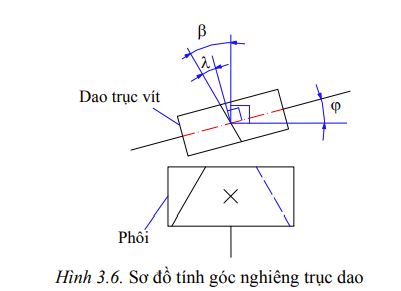
Các thành phần chuyển động cần thiết để gia công bánh răng nghiêng được mô tả trên sơ đồ (Hình 3.7). Chức năng động học của chúng như sau:
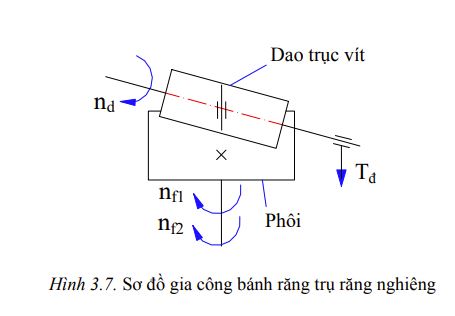
nd : Chuyển động quay của dao trục vít, tạo ra tốc độ cắt chính và tốc độ bao hình trong quá trình gia công bánh răng nghiêng
nf1: Thành phần chuyển động quay của phôi tương ứng với chuyển động quay
(nd), nhắc lại sự ăn khớp giữa trục vít với bánh răng nghiêng theo tương quan tỉ số truyền: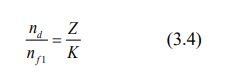
ϕS(nd,nf1): Nhóm động học bao hình(nhóm phân độ), tạo hình biên dạng răng và phân độ.
Tđ : Chuyển động chạy dao đứng của bàn dao, dọc theo đường tâm bánh răng.
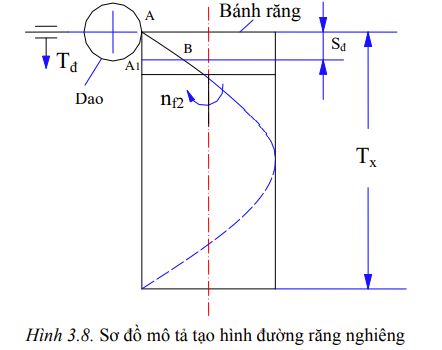
nf2: Thành phần chuyển động quay của phôi bánh răng nghiêng tương ứng với chuyển động tịnh tiến chạy dao để hình thành đường răng nghiêng trên bánh răng (chuyển động quay phụ; quay vi sai).
ϕc(Tđ,nQ): Nhóm động học tạo hình đường răng nghiêng (nhóm vi sai). Theo hình 3.8, xác định mối quan hệ động học của Tđ với nf2 như sau
Tx (mm) Bàn dao đứng (Tđ) →± 1(vòng) Phôi quay phụ (ns)
“dấu ± cho thấy thành phần nj2 cùng chiều hay ngược chiều với thành phần thì Như vậy khi gia công bánh răng trụ răng nghiêng, phôi bánh răng đồng thời tham gia hai nhóm động học. Sơ đồ cấu trúc (hình 3.9) nhằm nối song song nhóm phân độ với nhóm vi sai. Điều chỉnh động học máy theo phân tích dưới đây.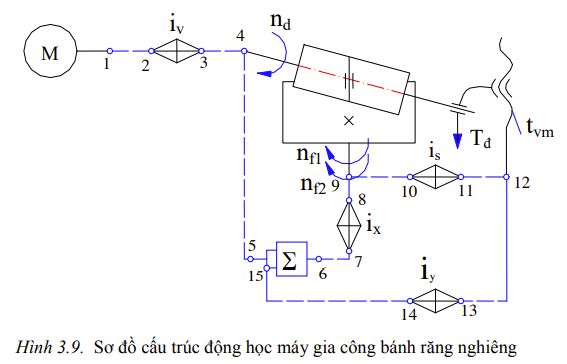
- Xích tốc độ: M_1_2_iv_3_4_DTV
Lượng di động tính toán:
nđ/c (V/P) động cơ M→nd (V/P) DTV
Phương trình điều chỉnh động học:![]()
Công thức điều chỉnh động học:![]()
- Xích bao hình (phân độ): DTV _ 4 _ 5 _ s _6_7_ ix _ 8 _9 _ phôi BRN
Lượng di động tính toán:
1(Vòng) DTV→K/Z (vòng) Phôi BRT
Phương trình điều chỉnh động học:![]()
Công thức điều chỉnh động học:
* Xích chạy dao đứng: Bàn máy mang phôi BRN _ 7 _ 8 _ is _9 _10 _ vít me
đứng mang bàn dao.
Lượng di động tính toán:
1 (vòng) phôi BRN→Sđ (mm) Bàn dao đứng
Phương trình điều chỉnh động học:![]()
Phương trình điều chỉnh động học:![]()
*Xích vi sai: Vít me đứng mang bàn dao![]()
Phôi BRN.
Lượng di động tính toán:
Tx (mm) Bàn dao đứng ± 1(vòng) Phôi quay phụ
Hay: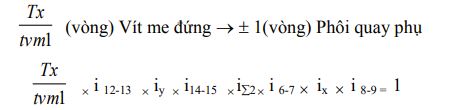
Thay các lượng sau vào phương trình trên:![]()
Nhận được phương trình điều chỉnh động học:![]()
Công thức điều chỉnh động học:
Dựa vào phân tích điều chỉnh động học, Nhận thấy với gia công bánh răng thẳng cần điều chỉnh các xích tốc độ, xích bao hình(phân độ) và xích chạy dao đứng. Khi gia công bánh răng nghiêng ngoài việc điều chỉnh các xích kể trên còn phải điều chỉnh thêm xích vi sai(tạo hình đường răng nghiêng).
Độ chính xác của đường răng nghiêng hay góc nghiêng /3 của bánh răng được xác định bởi sự tính toán điều chỉnh xích vi sai.
Trong thực tế, có thể gia công bánh răng nghiêng bằng điều chỉnh xích tốc độ, xích chạy dao đứng và điều chỉnh xích phân độ, không cần sử dụng xích vi sai.
Trong trường hợp này, xích phân độ có chức năng tạo hình biên dạng răng và đường răng khi kết hợp chuyển động chạy dao đứng.
Gia công bánh răng trụ răng nghiêng theo điều chỉnh không vi sai như sau: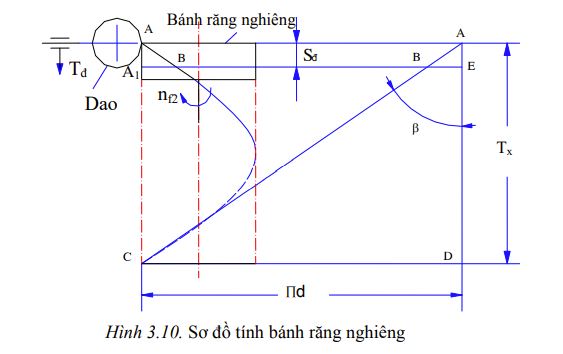
Theo hình 3.10 có môi liên hệ theo thời gian: 1 (vòng) phôi bánh răng Sđ(mm) Bàn dao đứng, đồng thời trong thời gian đó phôi cần quay phụ một lượng 
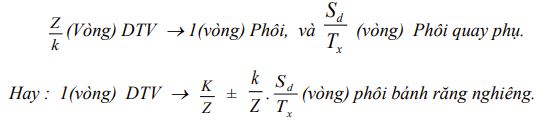
Quan hệ trên chính là lượng di động tính toán để điều chỉnh xích phân độ trong phương pháp điều chỉnh không vi sai gia công bánh răng nghiêng. Từ đó nhận được công thức điều chỉnh xích phân độ: