 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Để đảm bảo yêu cầu kỹ thuật chi tiết và năng suất gia công, cần phải chọn chế độ cắt hợp lý.
Chọn chê độ cắt hợp lý là lựa chọn chế độ cắt trước hết phải đảm bảo an toàn quá trình cắt và đảm bảo độ chính xác. độ nhám bề mặt. Do dó gồm các bước sau:
1.Chọn máy.
2.Chọn dao.
3.Chọn và tính chế độ cắt.
4.Kiểm nghiệm động lực máy.
5. Tính thời gian gia công cơ bản
1.Chọn máy: Chọn máy tiện renvít vạn năng. Ví dụ: T620. ‘1616…
2. Chọn dao: Chọn dao thép gió (hoặc ИКС), thông số hình học chọn theo tiêu chuẩn (γ, α, φ), và kích thước thân dao B x 11.
3. Chọn và tính chế độ cắt V. s. t.
Trong các yếu tố chế độ cắt thì chiều sâu cắt ảnh hưởng đến nhiệt cắt nhỏ hơn ảnh hưởng của lượng chạy dao và tốc độ cắt. Cho nên đứng về quan điểm nhiệt cắt , tức là ưu tiên mòn và tuổi bền của dụng cụ ta nên chọn chiều sâu cắt lớn nhất có thể thì có lợi hơn chọn s và V lớn.
(1) chọn chiều sâu căt t
Khi gia công thô có thể chọn chiều sâu cắt t bằng lượng dư gia công, như vậy chỉ cần cắt một lần chạy dao. Nếu lượng dư lớn (h>2), nếu dùng giao thép gió thì nên cắt 2 lần. Lần thứ  . Khi gia công tinh thường cắt 2 lần ( nếu lượng dư không lớn ); lần thô
. Khi gia công tinh thường cắt 2 lần ( nếu lượng dư không lớn ); lần thô  ; lần tinh
; lần tinh 
(2) tính lượng chạy dao S
Tính lượng chạy dao s phải đảm bảo các yêu cầu sau:
Tính lượng chạy dao đảm bảo sức bền của cơ cấu chạy dao. Sức bền của cơ cấu chạy dao củaa máy được xác định bới lực Pm cho phép [Ptn ] cùa cơ cấu chạy dao. Lực chạy dao Рx tác dụng lên cơ cấu chạy dao, do đó lực Px phải nhỏ hơn lực Pm cho phép của Cơ cấu chạy dao.
Tính lượng chạy dao theo sức bền thân dao (hình 5.19)
Theo sơ đồ hình 5.19. Lực cắt Pz tác dụng làm uốn thân dao, ( bỏ qua Px, Py) với mô men uốn Mu =Pz (N.mm); l – Khoảng cách từ mũi dao đến mép bàn dao

+ mô men uốn của thân dao được xác định theo công thức :
![]()
Trong đó:W – mô đun chống uốn của tiết diện thân dao (mm^3)
+ Với thân dao hình chữ nhật BxH
W = (Bh^2)/6
Trong đó: B- chiều rộng tiết diện mm
Để đảm bảo sức bền thân dao
![]()
Thay các giá trị vào ta có
Tiết diện hình chữ nhật:
Hoặc tiết diện hình tròn:
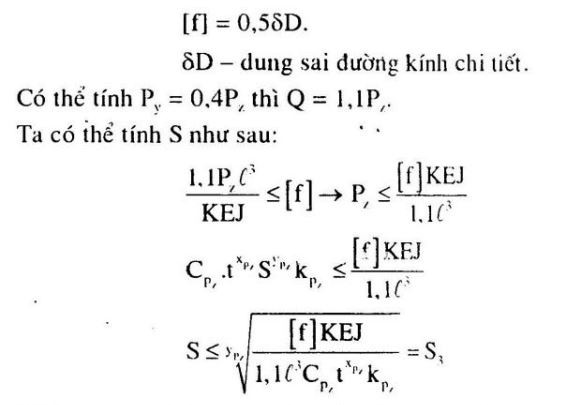
– Tính s theo độ võng của chi tiết gia công. Độ võng của chi tiết gia công do lực Pz và Py gây ra là chủ yếu. Hợp lực Pz và Py tạo nên lực Q.
– Độ võng f do Q gây ra có thể được xác định theo công thức:
Trong đó:
С- chiều dài chi tiết gia công không kể đoạn nằm trong mâm cặp.
E – mô đun đàn hồi cúa vật liệu gia công (N/mm2)
J – mômen quán tính của tiết diện chi tiết
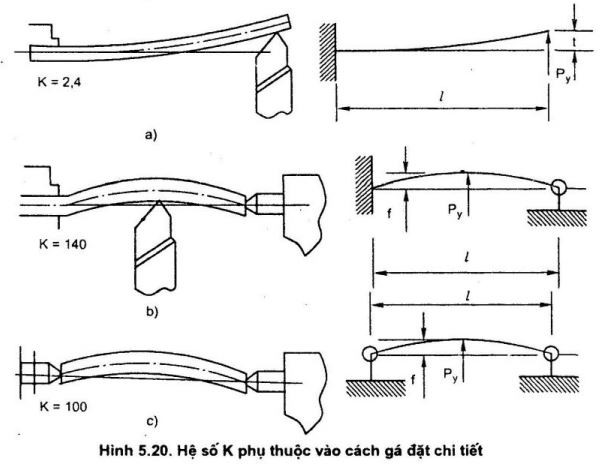
К – hệ sô phụ thuộc vào cách gá đặt chi tiết (hình 5.20)
+ Một đầu chi tiết kẹp mâm cặp, đầu kia tự do к = 3.
+ Một đầu kẹp mâm cặp đầu kia chống tâm к = 100.
+ Hai đầu chống tâm к = 48.
Để đảm bảo độ chính xác chi tiết gia công độ võng f phải nhỏ hơn [f]; f<[f]
Khi gia công tinh cần tính s đảm bảo nhấp nhô bề mặt R,. Ta có quan hệ giữa Rz với S như sau:
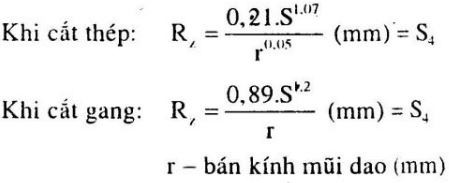
Sau khi tính được các giá trị của s ta chọn s nhỏ nhất trong 4 giá trị S tính ở trên và chọn S có trong máy gần với giá trị S đã chọn.
(3) Tính tốc độ cắt V Dựa theo công thức:
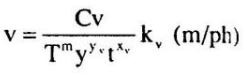
Tính được V. Sau khi tính được V tính số vòng quay n:
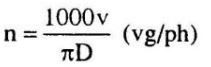
Chọn số vòng quay có trong máy nm và tính lại V – theo số vòng quay đã chọn. Số vòng quay thực tế: nu và vu
(4) Kiểm nghiệm công suất máy
công suất cắt Nc phải nhỏ hơn công suất máy:
5. Tính thòi gian máy
Thời gian máy T được tính theo công thức sau:
Như hình 5.21 ta cỏ:
L – đường đi của dao (mm)
l1 – chiều dài chi tiết (mm)
l2- lượng ăn tới (mm) l1 = t.cotgφ
l2- lượng ăn quá (mm) l2 = (1 ÷ 3)mm
n – số vòng quay trong 1 phút của chi tiết n (vg/pli)
t – chiều sâu cắt (mm)
h- lượng dư gia công (mm)
h/t – số lần chạy dao.
Trên đây là cách tính để có được chế độ cắt hợp lí khi tiện.





