 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
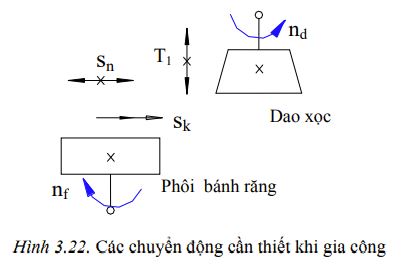
 Động học quá trình gia công bánh răng trên máy xọc răng bao hình không chỉ là nhắc lại sự ăn khớp của bộ truyền bánh răng, mà còn cần các thành phần động học cần thiết để tạo hình đường răng, ăn dao, nhường dao… hình 3.22 là sơ đồ mô tả các chuyển động cần thiết của quá trình xọc răng bao hình
Động học quá trình gia công bánh răng trên máy xọc răng bao hình không chỉ là nhắc lại sự ăn khớp của bộ truyền bánh răng, mà còn cần các thành phần động học cần thiết để tạo hình đường răng, ăn dao, nhường dao… hình 3.22 là sơ đồ mô tả các chuyển động cần thiết của quá trình xọc răng bao hình
Trong đó:
T1: Chuyển động tịnh tiến dọc trục của dao xọc răng, là chuyển động cắt chính và cũng là thành phần chuyển động tạo hình đường răng thẳng (đường sinh).
nd: Chuyển động quay của dao xọc răng, là thành phần chuyển động chạy dao dịch chuyển góc(chạy dao vòng), tạo ra tốc độ bao hình biên dạng răng.
nf: Chuyển động quay của phôi bánh răng tương ứng với chuyển động quay của dao xọc theo tương quan tỉ số truyền:

Hình thành nhóm động học bao hình biên dạng răng ^(nd nf), cũng là nhóm động học phân độ.
Sk : Chuyển động tịnh tiến tương đối xác định khoảng cách trục của dao xọc răng với bánh răng, còn gọi là chuyển động ăn dao hướng kính. Trong quá trình xọc răng, thành phần chuyển động này chỉ tồn tại trong thời gian cắt vào. Để thực hiện chuyển động này sử dụng cơ cấu cam (Hình 3.23) để biến chuyển động quay thành chuển động tịnh tiến, hoặc cam phẳng với truyền dẫn của xi lanh thủy lực. Sn: Chuyển động nhường dao trong hành trình chạy không, tránh tì dụng cụ cắt lên bề mặt răng trong hành trình chạy không làm mòn dụng cụ cắt và giảm chất lượng bề mặt răng.
Trong trường hợp phải gia công bánh răng nghiêng trên máy xọc răng bao hình, sử dụng dao xọc bánh răng nghiêng có cùng góc nghiêng với bánh răng gia công. Chuyển động tạo hình đường răng nghiêng là chuyển động phức tạp có hai thành phần : chuyển động tịnh tiến của dao xọc và chuyển động quay phụ của nó ϕ(T1, nphu). Cơ cấu chấp hành của nhóm động học này là cơ cấu cam thay thế K lắp trên trục dao (hình 3.24).

Sơ đồ cấu trúc động học (Hình 3.25) của máy xọc răng bao hình đuợc thành lập trên cơ sở sơ đồ gia công bánh răng trụ răng thẳng, răng nghiêng với các xích động học sau:
*Xích tốc độ: Động cơ M – 1 – 2 – iv – 3 – 4 – Đĩa biên(ĐBi) dẫn động dao xọc tịnh tiến theo hành trình kép.
Lượng di động tính toán:
nđ/c (v/p) Động cơ M → nhtk (htk/ ph) Dao xọc răng
Phuơng trình điều chỉnh động học:![]()
Công thức điều chỉnh:![]()
*xích chạy dao vòng: Đĩa biên(ĐB1)- 4 – 5 – isv – 6 – 7 – k1/Z1 – Dao xọc răng
(Lượng dịch chuyển góc của dao xọc răng được qui đổi ra lượng dịch chuyển vòng xác định trên đường tròn chia của dao xọc răng)
Lượng di động tính toán:
1 (htk) Đầu dao xọc → Sv (mm) Chạy dao vòng
Phương trình điều chỉnh động học:
Công thức điều chỉnh:

*Xích bao hình(phân độ): Dao xọc răng- Z1/k1– 8- 9- ix – 10 – 11 – phôi bánh răng
Lượng di động tính toán:
Phương trình điều chỉnh động học:
Công thức điều chỉnh:
*Chuyển động nhường dao: Đồng bộ chuyển động nhường dao với hành trình chạy không của dao dọc răng trên sơ đồ cấu trúc là đồng bộ pha của ĐB 1 với ĐB2 đến cam nhường dao. Thực tế cơ cấu nhường dao phụ thuộc vào thiết kế cơ cấu nhường dao trên từng máy.
* Chuyển động ăn dao hướng kính của máy xọc răng: là chuyển động định vị, độc lập với các thành phần tạo hình, có thể được dẫn động bởi cơ cấu cam với truyền dẫn cơ khí hoặc xi lanh thủy lực(không thể hiện trên sơ đồ cấu trúc).
*Chuyển động tạo hình đường răng nghiêng:là chuyển động tạo hình phức tạp được thực hiện bởi cam thay thế (hình 3.26). Tính toán cam theo quan hệ sau:

Trong đó: Tk, T- lần lượt là bước dườn xoắn cam thay thế và đường xoắn răng; Zd,Z- số răng dao xọc và số răng bánh răng.




