 Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
Lập trình vận hành máy CNC Lập trình, Vận Hành, Gia công
GIỚI THIỆU
Trong sản xuất có nhiều biện pháp để nâng cao năng suất lao động khi gia công trên máy tiện. Nhưng trong phạm vi bài học này chỉ đi sâu trình bày phương pháp tiện bằng nhiều dao để cung cấp cho học sinh các kiến thức và kỹ năng sử dụng tiện đồng thời bằng nhiều dao. đây cũng là cơ sở để thực hiện các phương pháp gia công khác.
MỤC TIÊU THỰC HIỆN
- Trình bày đầy đủ các phương pháp gia công chi tiết bằng nhiều dao cùng làm việc một lúc
- Lựa chọn, mài sửa, gá lắp và điều chỉnh dao hợp lý
- Tiện chi tiết đạt yêu cầu kỹ thuật, thời gian và an toàn
NỘI DUNG CHÍNH
- Các yêu cầu kỹ thuật của chi tiết gia công
- Phương pháp tiện đồng thời bằng nhiều dao
- Các dạng sai hỏng, nguyên nhân và cách khắc phục
- Các bước tiến hành tiện
1 .Các yêu cầu kỹ thuật của chi tiết gia công
Gia công chi tiết đồng thời bằng nhiều dao là phương pháp nâng cao năng suất lao động và độ chính xác gia công. Vì vậy khi tiện chi tiết đồng thời bằng
nhiều dao cần đảm bảo các yêu cầu kỹ thuật sau:
- Đúng kích thước đường kính và chiều dài theo bản vẽ
- Đảm bảo đúng hình dạng hình học của chi tiết bao gồm độ không trụ, độ không tròn…
- Đúng vị trí tương quan giữa các bề mặt bao gồm độ đồng tâm, độ song song, độ vuông góc, độ đôi xứng…
- Đạt độ nhẵn bóng theo yêu cầu.
2. Phương pháp tiện đồng thời bằng nhiều dao
2.1 Phạm vi ứng dụng
Trong điều kiện các máy tiện có độ cứng cho phép và độ chính xác cao, tiện đồng thời bằng nhiều dao là một trong những biện pháp nâng cao năng suất lao động khi gia công trên máy tiện. Thực chất của phương pháp này là gia công chi tiết bằng nhiều dao cùng làm việc một lúc cho phép nâng cao năng suất lao động và độ chính xác gia công. Bởi vì:
- Giảm thời gian máy, tức là giảm thời gian liên tục tiếp cắt gọt
- Giảm thời gian phụ, tức là giảm thời gian) gá phôi và tháo chi tiết, giảm thời gian di chuyển và tháo lắp dao trong quá trình cắt
- Được sử dụng trong sản xuất hàng loạt, hàng khôi. Trong sản xuất người ta dùng các phương pháp gia công cơ bản trên máy tiện đồng thời bằng
nhiều dao sau đây:
2.2 Phân chia lượng dư gia công theo chiều dài (hình 4.1)
- Thực hiện bằng phương pháp này trên cùng một bề mặt chi tiết được gia công bằng 2 đến 3 dao, mỗi dao chỉ gia một phần bể mặt đó theo chiều dài.
- Gác dao cắt với chiều sâu cắt đã được xác định và thực hiện tiến dao bằng tay.
- Các dao được gá trực tiếp trên 0 dao hoặc gá trên cán dao phụ.
Ví dụ: Gia công chi tiết trục trơn như hình 4.1. Bề mặt chi tiết
trục trơn có chiều dài 1 được gia công bằng 3 dao, mỗi dao chỉ gia công —chiều dài là đạt.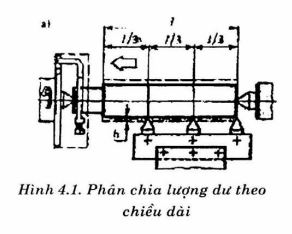
- Khoảng cách giữa các dao được bố trí sao cho khi dao thứ nhất ra khỏi mặt đầu phôi thì dao thứ 3 cũng ăn hết chiều dài.
- Trước khi cho dao tiến dọc thì các dao thực hiện chiều sâu cắt theo yêu cầu t = h.
2.3 Phân chia lượng dư gia công theo chiều sâu (hình 4.2)
- Đổ thực hiện phương pháp này, trên ổ dao được gá 2 hoặc 3 dao có chiều dài nhô ra khỏi 0 dao khác nhau.Mỗi dao cắt gá phần lượng dư chung trên toàn bộ chiều dài của chi tiết.
- Sau một lần chạy dao (lát cắt), tất cả các dao đều cắt hết lượng dư theo tính toán.
- Tổng công suất tiêu hao trong quá trình cắt gọt bằng công suất tiêu thụ ở mỗi dao cộng lại. Nhưng do công suất tiêu thụ thực tế ở mỗi dao không nhiều nên có thể cho phép cắt bằng các dao có tiết diện nhỏ.
Ví dụ: Gia công bề mặt một trục trơn như hình 4.2 bằng 3 dao, chiều sâu cắt chung cho cả 3 dao là t = h
- Cả 3 dao được gá kể sát nhau trên ổ dao.
- Mỗi dao nhô ra khỏi 0 dao với chiều sâu cắt t = h/3. Khoảng chạy dao tổng cộng bằng 1 + l1.
2.4 Gia công các trục có bậc bằng nhiều dao
- Mỗi dao được gá theo kích thước đường kính của mỗi bậc, khoảng cách giữa các dao phù hợp với chiều dài các bậc.
- Dao được gá và điều chỉnh theo chi tiết mẫu, sau khi cắt thử 2 hoặc 3 chi tiết người ta điều chỉnh lại thật chính xác kích thước của mỗi bậc.
- Tùy theo dạng phôi dập, rèn hay cán mà lượng dư giữa các dao được xác định cho thích hợp. Gồm có các trường hợp sau:
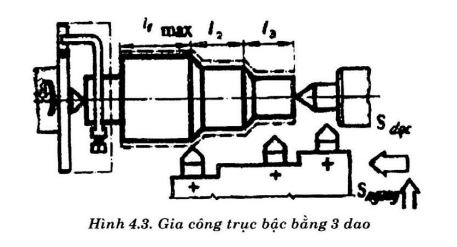
a/ Trường hợp tiện phôi dập có lượng dư của các bậc bằng nhau (hình 4.3).
Đây là trường hợp tiện phôi dập thành các bậc có đường kính khác nhau, nhưng lượng dư của các bậc bằng nhau .
- Môi dao được gá theo kích thước đường kính của mỗi bậc, khoảng chạy dao bằng chiều dài của đoạn bậc dài nhất lmax.
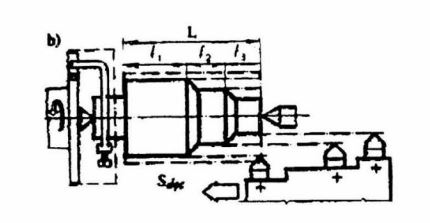
b/ Trường hợp phôi cán – lượng dư phân chia theo chiều sâu (hình 4.4)
- Theo cách phân chia này, lượng dư của mỗi dao sẽ phụ thuộc vào đường kính của mỗi bậc nên chiều sâu cắt của mỗi dao khác nhau.
- Khoảng chạy dao tổng L = l1+ l2+ l3
 Hình 4.4. Phôi cán – lượng dư phân chia theo chiều sâu
Hình 4.4. Phôi cán – lượng dư phân chia theo chiều sâu
c/ Trường hợp phôi cán – lượng dư phân chia theo chiều dài và chiều sâu
(hình 4.5)
- Do lượng dư phân theo chiều dài nên cùng một trục bậc như trên ta phải dùng 4 dao gá trên ổ dao, cách phân chia tương tự như đã trình bày ở mục 4.2.2
- Chiều sâu cắt được phân chia cho 3 dao như ở trên (mục b).
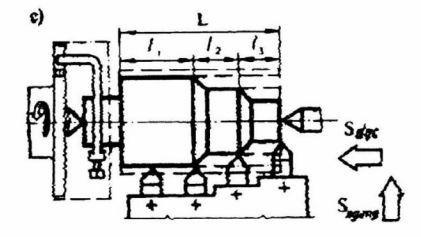
Hình 4.5. Phôi cán – lượng dư phản theo chiều dài và chiều sâu
Xem tiếp P2 tại: https://vanhanhmay.com/tien-bang-nhieu-dao-p2-dieu-chinh-va-cac-dang-hu-hong/





